
The archeological excavation of the Nerevsky End neighborhood in Novgorod in the 1950s revealed a massive amount of material about everyday life in medieval Novgorod in one of its busiest neighborhoods. The current post is a translation of an article about one major aspect of that life – its blacksmithing community, through evidence of smithies, iron production sites, and a multitude of iron and steel items that were discovered during the dig. The author covers these areas in great detail, giving some historical context on manufacture in the 10th-16th centuries, before delving into descriptions of each type of item found, and where possible, how those items evolved over time, mainly as the result of the move from production on spec to mass production as Novgorod reached its height in the 14th century, followed by its slow decline after it was subjugated to Moscow by Ivan III. Along the way, we get a great view of the tools and everyday items used by Novgorod’s inhabitants. In particular, the author goes into great depth describing the evolution of knives, axes, and fire strikers, which underwent a number of changes over the course of time.
Note that this article contains a number of “passport” or provenance identification numbers for items that were excavated in Novgorod, in the form of three numbers in A-B-C format. Information on how to decipher these IDs is available in my blog post https://rezansky.com/decoding-references-to-items-from-novgorod-archeological-digs/
The Blacksmithing Arts of Novgorod the Great
A translation of Колчин, В.А. «Железообрабатывающее ремесло Новгорода великого. (Продукция, технология).» Труды Новгородской археологической экспедиции, Том II. Материалы и Исследования по Археологии СССР [МИА], № 65. 1959 (2). с. 7-120. / Kolchin, V.A. “Zhelezoobrabatyvajuschee remeslo Novgoroda velikogo (Produktsija, tekhnologija).” Trudy Novgorodskoj arkheologicheskoj ekspeditsii, Tom II. Materialy i Issledovanija po Arkheologii SSSR, No. 65. 1959 (2), pp. 7-120.
[Translation by John Beebe, known in the Society for Creative Anachronism as Boyarin Ivan Matfeevich Rezansky, OL.]
[Translator’s notes: I’ve done my best to convey both the meaning and style from the original. Comments in square brackets and footnotes labeled “jeb” are my own. This document may contain specialized vocabulary related to embroidery, archeology, Eastern Orthodoxy, or Russian history; see this vocabulary list for assistance with some of these terms. This translation was done for my own personal education, and is provided here as a free resource for members of the Society for Creative Anachronism who may be interested in this topic but are unable to read Russian. I receive no compensation or income for this work. If you like this translation, please take a look at other translations I have made available on my blog.]
[The article in the original Russian can be found here:
https://www.twirpx.com/file/761637/. ]
Part I – Introduction and Methods of Study
Novgorod the Great, as with many medieval Russian settlements, was a town of artisans. Soviet historical literature, especially that of the post-WWII era, has clearly proven that high level of development of medieval Russian cities and the widespread distribution of their urban craftsmen. Archeological material has served as a primary source allowing us to refute many old speculations of bourgeois and other historiography.
The excavations in Novgorod, and in particular those of the Nerevskij End, have provided an enormous amount of factual material characterizing the high material culture of this medieval city, including its artistic production.
The production workshops uncovered by these digs and especially the large quantity of artistic tools made of iron, steel, wood, non-ferrous metals, and other materials speak to the manifold artistic activities of medieval Novgorodians. Especially important for the characterization of local Novgorod artistic production are the abundant finds of waste material, semi-fabricated items, manufacturing defects, and finally, source material for this or that production in the form of iron blooms, strips of iron and steel, ingots of non-ferrous metals, blanks made from bone, pieces of amber, glass, and so forth.
These items all allow us to say that there was mass production of craft items, satisfying the needs and demands of the Novgorodians (including blacksmithed items found during the excavations), as well as production by Novgorodian craftsmen intended for the many rural markets of the Novgorod lands, as we shall see below, created using a high level of technical culture in the realm of ironworking. This local production is also shown by the composition of metal in researched items, which we shall discuss further below.
New archeological material serving, as we have seen, as source material for the study of the history of this craft, and the introduction of new physical methods of studying materials allows us to expand the circle of questions of the history of medieval Russian industry and to limit our scientific consideration to that of a single city.
This essay’s tasks included the systematization of an enormous collection of finds: the products of Novgorod’s blacksmithing art, their chronology, and their typology. Aside from this, based on widespread use of physical research (structural and other analyses of examples), we have studied the technique of production for all categories of ferrous metal items found in the Nerevsky End. The second part of our work, which the author is working on now, shall address questions of the economy, social structure, and other phenomena related to the blacksmithing arts.
Over 5 years of archeological study (1951-1955) in the Nerevsky excavation, amongst a huge number of items made of wood, bone, leather, clay, glass, stone, non-ferrous metal, fabric, and other materials, more than 10,000 items of ferrous metal were discovered. These included nearly every category of items made of iron or steel which existed in medieval Rus’. It is worth noting the specification of Novgorod’s cultural layer – its high humidity, which preserved birchbark letters, wood and in general all organic items for science – contributed equally to the preservation of blacksmithed items.
The process by which items of ferrous metals rust in the cultural layer for most archeological monuments significantly damages or frequently completely destroys iron items. The high level of humidity in Novgorod’s soil created such conditions where iron which became buried was covered only in a thin layer of rust, and further oxidation of the metal ceased or was significantly slowed. As a result, items of iron and steel which were found in the Nerevsky dig appeared before the archeologists in almost exactly the same condition as they were when they first were interred (whole or destroyed). Following an insignificant amount of cleaning and sanding of the surface, these metallic items were returned to their natural working state. Honed knives from the 10th-11th centuries became sharp and completely able to whittle wood, axes became able to hew, drills were able to create holes, and scissors were able to cut.
During the Nerevsky dig in layers from the 10th-15th centuries, among ruined dwellings, in outbuildings and other constructions, in workshops, estate courtyards, and along the pavements of the Velikaya, Kholop’ya and Kuz’modem’yanskaya streets, finds have included the following items: anvils, hammers, tongs, files, bits, nail headers, tweezers, chisels, crucible tongs, jeweler’s tweezers. Among woodworking utensils, they have found: axes, drills, bits, saws, adzes, scrapers, drawknives, various cutting tools, chisels, cold files, and nail pullers. Other types of tools have included knives, scissors, awls, needles, razors, bone cutters, bast awls,[1]jeb: Rus. кочедык, kochedyki, a curved awl, used for weaving items from bast. and strainers [?? – Rus. дрышлаг, dryshlag]. Agricultural tools included coulters, sickles, scythes, shovel blades, hoes, beeswax cutters, cowbells, fetters, fishhooks, traps (?? – Rus. остроги, ostrogi, “prisons”), harpoons, lures, and boathooks. Weapons have included arrows, spears, chainmail, armor, maces, battle axes, shield bosses, and parts of swords and sabers. From horse tackle, they have found stirrups, bits, cheekpieces, spurs, scrapers, and horseshoes. A large quantity was made up of household items and utensils: padlocks, interior locks, keys, springs, overlays, covers, probes, door hooks, doorknobs, hinges, handles, hoops and lugs from wooden buckets, nails, rivets, collars, mounting brackets, scales, weights, torch sconces, flint strikers, candlesticks, iron bearings, frying pans, pan handles, various chains, and collars. Costume items have included pins, fibulae, buckles, clips, rings, and boot heel plates. A musical instrument, a mouth harp, was also found. Finally, prison shackles were discovered, a first in Russian archeology.
While studying the typology and chronology of these blacksmithed items, we always firmly date all items found in the dig based on the location of their discovery (plot and layer). As such, naturally, preservation of the cultural layer at the location of each find is taken into account. The justification for this chronology was presented by us in “The Topography, Stratigraphy and Chronology of the Nerevsky Excavation,” published by us in the first volume of the Works of the Novgorod Archeological Expedition.[2]Kolchin, B.A. “Topografija, stratigrafija, i khronologija Nerevskogo raskopa.” Trudy Novgorodskoj arkheologicheskoj ekzpeditsii. Tom I. MIA. Iss. 55 (1956), pp. 44-137. We would direct all who wish to further acquaint themselves with the chronology of the Nerevsky dig to that work. The wider typological dating of objects in the archeological record has always agreed with our stratigraphy.
For the study of the technological methods used to create the blacksmithed items under our review, we have widely used metallographic analysis, as well as spectroscopic analysis and measurements of the hardness of the metal in these items. The author performed the metallographic analyses himself in the Laboratory for Structural and Spectral Analysis of the Chair of Archeology in the History Department of Moscow State University.
In our work “Ferrous Metallurgy and Metalworking in Medieval Rus’,”[3]Kolchin, B.A. “Chernaya metallurgija i metalloobrabotka v drevnej Rusi.” MIA. Iss. 32 (1953). as a result of mass microstructural analysis, I was able to track the basic technological methods used in blacksmithing in medieval Rus’ in the 10th-12th centuries. At the root of this technology lay the principle of versatile combination of iron and steel in the construction of items.
For our current work, the primary method of research was microstructural analysis, which we used on 276 items of ferrous metal. For this analysis, a sample was cut from each of the items under study. In each case, the samples were cut from the working area of each item (most commonly, these were blades used for cutting, stabbing or chopping) in cross-section. A thin, cross-section cut was made on each sample, more fully revealing the full range of structures within each example, and providing a clearer presentation of the technologies used to create them. On some items, in order to study mechanical technologies and to capture microphotographs, we also created macrosections.
In addition, taking into account the already known typical techniques used for creating this or that item, we used a simplified macrostructural analysis for wider coverage of the studied objects. Macrosections were etched to reveal their macrostructure (on either a cross-section or on the surface of the sample), as well as the whole item in its entirety, without preliminary machining (grinding) of the surface. In this manner, we managed to produce a massive study of the technologies of these medieval items (this analysis was performed on 168 examples), without destroying the items themselves. The reactive agent used for this method of revealing macrostructures was a solution of 25% hydrochloric acid in water. Following the etching, which lasted from 5 minutes to an hour depending on the condition of the item, the surface clearly revealed the structure of ferrite and its carbonaceous alloy (see for example, illus. 25-1). Welding and soldering seams became easily visible. Moreover, the structures of steel zones, depending on heat treatment[4]jeb: that is, quenching and tempering. to which the item was separately subjected, became colored in different shades, ranging from gray to a dark, almost black color. This allowed us to easily reconstruct the technology used to create those items.
For certain structures of iron and steel zones, we measured the hardness and microhardness. This additionally revealed the grade of the iron or steel. This was particularly important for the characterization of steel which had been heat treated.
Part II – Raw iron and steel production in Novgorod
The large quantity of ferrous metal needed for Novgorod’s blacksmithing arts was produced by peasant metallurgists over the vast expanse of the Novgorodian lands. Part of the iron produced by these peasants remained in the countryside for the use of local blacksmiths, but the bulk went to Novgorod’s urban smiths.
Surviving written sources from the late 15th and early 16th centuries reveal a broad picture of the development of peasant iron production in the area along the shore of the Gulf of Finland. Census books from Votskaya Pyatina from 1500 and 1504-1505, which have survived in a far from complete form,[5]Novgorodskie pistsovye knigi (NPK), vol. III; Gnevushev, A.M. Otryvok pistsovoj knigi Votskoj pjatiny vtoroj poloviny 1504-1505 gg. Kiev, 1908. relate that in this small region running from the eastern bank of Luga Bay in a 30-40 km strip, there were more than 204 blast furnaces [Rus. домница, domnitsa] belonging to peasants of the local villages and settlements. Blast furnaces are also mentioned in the region between the Mga River (a tributary of the Neva River) and the Naz’ya River, which flows into Lake Ladoga.
The owners of blast furnaces, and often, a single blast furnace was owned by multiple families, were basically engaged in the production of iron, although they did not break from agricultural activities (the chroniclers rarely call any plots of land unplowed). One supporting fact for this is the large proportion of iron that was paid in their rent. These “blast furnaces,” as the census books call these peasant metallurgists, dug up ore on their own land, that is, on community-owned land, or went to princely or other lands. In the latter case, they would pay “bryazgi,” that is, a rental fee for the right to mine ore. Rent for blast furnaces was paid in iron, or partially in crops.
In order to approximate the annual volume of production of iron in this region over the course of the 15th century, it is sufficient to mention that according to the “old income,” that is, the quitrent before the 1500 census, aside from crops, metallurgists paid for each blast furnace iron in the quantity of around 110 blooms a year.[6]NPK, vol. III, pp. 501, 908, 916, 913, et.al. V.N. Kashin widely studied this topic in his work “Krest’janskaja zhelezodelatel’naja promyshlennost’ na poberezh’e Finskogo zaliva po pistsovym knigam 1500-1505 gg.” Problemy istorii dokapitalisticheskikh obschestv (PIDO). 1934 (4), p. 12. Considering that each blast furnace could produce up to 500 blooms a year (which is realistic even if the oven was loaded only over the 3-4 winter months each year), then the overall production of blast furnaces for the Luga Bay region alone would be around 100,000 blooms a year, or in weight (each bloom weighs around 3 kg) around 20,000 poods of iron a year.[7]jeb: a pood is a medieval Russian measure of weight, equal to about 36 pounds. So, 20,000 poods would be approximately 360 tons of iron.
So far we do not have any data on the level of development of iron-production in the Novgorod region for earlier time periods, but it is undeniable that it was sufficiently developed in order to meet Novgorod’s wide demand for iron, as there were no iron production sites within the city itself.
As is known, iron-production prior to the development of factory metallurgy in the 17th-18th centuries was always an activity done by villagers and rural people in medieval Rus’. This was the result of very many economic and technological facts of metallurgical production itself. The production of icon requires raw materials: ore and wood, both of which were located on common land or land owned by their feudal lord. Production required the participation of a large number of people – to dig up ore, to enrich it, to cut down wood, burning charcoal, and finally, for the metallurgic process itself, which required a minimum of 2-3 people. As a result, blast furnaces were often owned by several neighboring households.[8]See for example NPK, vol. III, p. 912. In addition, metal production was tied to the seasonality of several forms of labor: digging up ore and burning charcoal was done in the summer and fall months, enrichment of ore in the early winter, and the production of iron in blast furnaces in the winter months. All of these conditions predetermined that metallurgic production remained outside the city, the countryside or villages, within the rural community.
The census books from the 1580s in Novgorod also convincingly suggest that there was no urban iron-production: Out of 5465 artisans and merchants living in the city, representing 237 professions, the iron-working arts were represented by 235 artisans (smiths, cutlers, nail makers, locksmiths, arrow makers, needle makers, pin makers, axe makers, brace makers, plow makers, armorers, saber makers, farriers, knife grinders, and steel-makers [Rus. ukladniki]), in addition to 31 iron merchants.[9]Artsikhovskij, A.V. “Novgorodskie remesla.” Novgorodskij istoricheskij sbornik. Iss. 6. Novgorod, 1939, p. 3. Among these, there was not a single blast furnace, and only 4 ukladniki, artisans who enriched iron into steel. All iron-working production in Novgorod was done using imported steel.
The census books from Votskaya Pyatina, while describing the high level of development of rural iron-production in the 15th century, do not provide any evidence of the technique of production. But, we can nevertheless suppose a general picture of this technology. The census books indicate that a blast furnace (domnitsa, the word used by the census books to describe structures which “boiled” iron) consisted of one or two ovens: “one blast furnace consisting of one oven”, or “one blast furnace, consisting of two ovens.”[10]NPK, vol. III, p. 609. Consequently, the blast furnace was not simply a free-standing oven for raw materials, but rather a more complex structure. It is likely that this was a construction consisting of a wooden frame, rectangular or square in shape, inside which there was located either one or two raw material ovens in a typical arrangement. The space inside the frame was filled with earth to the top of the ovens and the top of the frame, forming the upper flat surface. Small notches were cut through the walls of the frame leading to the chest of the oven, through which air was blown, and which was used to remove completed iron blooms. Similar blast furnaces with one, two or even four ovens are known from written sources from the 17th-20th centuries.[11]For example, a Yakutsk blast furnace from the 20th century, cf. Gajduk, A.A. “Proizvodstvo syrodutnogo zheleza v Jakutskom okruge.” Zhurnal Russkogo metallurgicheskogo obschestva. St. Petersburg, 1911, p. 293; Strelov, E.D. “K voprosu ob ekspluatatsii zalezhej rud po rr. Batome i Ljutenge.” Kozjajstvo Jakutin. 1928 (1), p. 55.
The construction of ovens used by metallurgists in the Gulf of Finland shore region in earlier times are also known to use from the archeological record. In 1948, the author of the current article carried out archeological explorations in this region. Near the village of Starodvor’e on the Kovasha River (in the Lomonosov region of the Leningrad district), on the so-called Progonny Field, located on the other side of the river, we discovered a raw-material blast furnace. Ceramics found along with the oven allowed us to date it to the 12th-13th centuries.

1-Sandstone slabs; 2-Slag; 3-Fragments of nozzles; 4-Clay coating;
5-Charcoal
In one of the pits on Progonny Field, we discovered the clay base of a round oven, with walls about 10 cm thick, lying directly on the ground. Only one row of flat sandstone slabs survived from the walls of the furnace (illustration 1). The walls were coated with clay. The outer diameter of the oven was around 1.1 m, and the inner diameter was around 0.7 m. There were no slabs on one side of the ring of furnace walls; as it turned out later from the clay pavement, this was the location of the furnace belly. In front of the oven there was a small notch , about 1 m wide, 1.75 m long and 0.3 m deep (based on the level of the furnace bottom). The bottom of this notch was covered by about 20 slabs of sandstone. The notch was paved with these slabs (about 3-4 cm thick). Inside the oven and in the pre-hearth notch, a multitude of slag, charcoal, burnt clay coating and nozzle fragments. There was approximately 30 kg of slag. Ingots of slag were found up to 1.45 kg in weight. More than 30 nozzle fragments were discovered.[12]Kolchin, B.A. Otchet ob arkheologicheskikh razvedkakh na poberezh’e Finskogo zaliva v 1948 g. Rukopis. Nauchnyj arkhiv IIMK, D. No. 455.
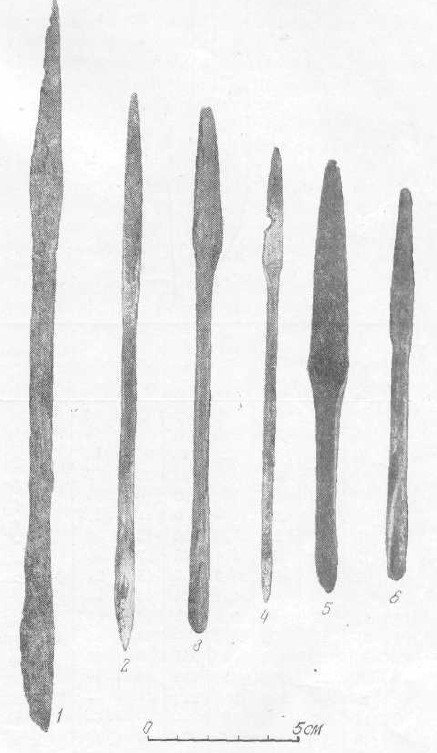
Iron was supplied in Novgorod in the form of commodity blooms. Three such blooms were found in the Nerevsky dig, in a layer from the 13th century (13-6-386, 11-6-255 and 10-8-519). They had a flat, pancake-like shape, slightly convex, around 140 mm in diameter and 60 mm thick. Their weight was approximately the same: sample 13-8-386 weighed 2760 g, 11-6-255 weighed 2650 g, and 10-8-419 weighed 2920 g.

1-late 13th century bloom (10-8-519); 2-13th century bloom (11-6-255)
white: ferrite; light grey: ferrite with slag inclusions; dark grey: voids.
We subjected two blooms (11-6-255, 10-8-519) to macrostructural and microstructural analysis. The cut for the cross-sections was done along the diameter of the bloom. Both cross-sections revealed extremely variegated, spongy structures (illustration 2). In addition to metal (ferrite), these blooms contained large quantities of slag inclusions and voids; in bloom 10-8-519, we even discovered inclusions of charcoal. The metal in these blooms would have required additional purification prior to being forged into any goods.
Microstructural analysis of the metal in these blooms revealed the typical structure of ferrite (illustration 14, 1). Grains measured from a 3 to a 6 on the grain size scale. By carbon content, the ferrite was relatively pure; there were almost no perlite (carbonaceous) areas in the ferrite field. The hardness of the ferrite in the studied blooms measured 40 units on the Rockwell scale (scale V). As such, the macrostructural analysis of these blooms revealed that iron arrived in Novgorod in a relatively raw form. It would have been necessary to process these iron blooms into semi-finished product (rods or plates), to remove the slag, and to cook the metal into flatter, more monolithic pieces. This work was done by Novgorodian smiths.
In order to determine the quality of the steel which Novgorodian smiths used for their items, we mass annealed steel items which, as a rule, were always found in a heat processed state. 37 microsections were annealed. After being annealed, these samples always revealed a structure of ferrite with perlite, containing various quantities of carbon.
The study of annealed structures revealed that the selection of steel in terms of carbon content was determined by the intended prepared item. Even as early as the 10th-11th centuries, Novgorodian smiths strongly distinguished steel based on its carbon content and selected high- or medium-carbon steel in direct relation to the technical conditions for preparing instruments, tools, etc.
The quality of steel was distinctly high. It was relatively free of non-metallic inclusions. Slag was always lower in quantity than in high-quality iron. The steel was also distinctly homogenous in terms of the distribution of carbon into the ferrite. But, if the quality of steel is studied chronologically, by century, then we note that the purest steel was used in the 11th century and occasionally in the 12th century. By the late 12th and the 13th centuries (and in particular by the second half of the 13th century), the quality of steel fell somewhat; we find larger slag inclusions, as well as occasional variation in the carbon content. The quality of steel did not improve in the 14th century, and in the 15th century it even fell slightly further. We shall discuss the reasons for this decline in the quality of steel production below.
As we have already said, pig iron was reworked into steel by specialists, called ukladniki, who worked in Novgorod itself. Archeologically-speaking, little is known about the technology used to produce steel. This ancient and rather complex process has to date escaped the notice of archeologists. In relation to this, let us review further several finds uncovered in the Nerevsky dig.
Among the small quantity of iron slags collected in the Nerevsky excavation (in total, 37 finds found in 1951-1955, of which each was either a piece of slag or an accumulation of such pieces) there were 4 finds, typically joined by archeologists into a single group with the other slag but which were distinctly different. These finds were a sintered solid mass covered by a plaque of dark blue oxidation. Two such pieces were shaped like the bottom of an ordinary clay pot (25-24-517, 10-15-186), and in two cases, the pieces were still located in clay pots, occupying the entire lower area of their vessels (18-19-297, 5-10-1125). Similar archeological finds are known from other medieval Russian cities, including Moscow[13]Rabinovich, M.G. “Raskopki v Moskve v 1950 g.” KSIIMK, 1952 (44), p. 117. and Staraya Ryazan’.[14]Mansurov, A.A. “Drevnerusskie zhilischa.” IZ. 1941 (12), p. 85. Many similar finds, that is, found together with clay vessels, have been collected from among the Volga Bulgars.[15]Efimova, A.M. “Metallurgicheskie gorny v gorode Bolgare.” KSIIMK. 1951 (38), p. 129. Structural analysis revealed that the mass filling the lower portion of the vessel consisted of a fine, sifted, yellow or grey sand, which was strongly burned and in some locations somewhat impregnated with slag (illustration 3). The surface of the sand was more heavily infiltrated with slag and looked like a sort of thin crust that was, as we have already stated, dark blue in color. There were no fine crystals of metal (ferrite), as are commonly found in slag. On the surface of the sand and around the walls of the vessel in several places, there were small clusters of charcoal.

Spectral analysis for the formation of impurities discovered that, in addition to the typical impurities found in Novgorod sand and clay, there was a “high” concentration of sodium.
From the description above, one thing is indisputable: some sand was poured into these pots before some kind of production operation, creating a mound at the bottom of the vessel; in the sample reviewed above, this layer was found 30-36 mm deep. In addition, we know that the vessel also contained charcoal and ferrous metal. Most likely, similar vessels were used as crucibles for carbonizing iron during the creation of steel. Charcoal was used as the carburizing agent (carburizer). In order to activate this process of carburization, it appears that sodium chloride was added to the coal, as can be seen from the presence of high levels of sodium in the composition of the pot’s sand layer. It should be noted that in modern carburization, among numerous compositions used as carburizers, we still use charcoal, sodium chloride and potash.
This method for producing carburized steel or “tomlyonki”, judging by the data obtained by our metallographic analysis of steel items, was widespread in Novgorod, but not the only method in use. Structural analysis of the metal from many steel blades created through carburization also revealed structures of welded steel produced by ukladniki in typical smithy forges.[16]On the technology for creating welded steel, cf. Kolchin, Chernaja metallurgija… p. 51, et.al. As I have already noted, however, he primary method used by Novgorodian smiths to create steel for tools, instruments, etc. was carburization.
To conclude our review of the metallurgy of iron and steel, let us review the results of spectral analysis of the metal in the Novgorod finds (table 1). It is known that marsh and field iron ores, which belong to the group of exogenous formations, during their formation often concentrate along with base metal oxides; for example, iron forms with a small number of oxides of other metals: molybdenum, nickel, vanadium, cobalt, titanium, chromium, etc. The conditions for the formation of these oxides are the same as for iron. Any of these metals found in the ore along with the iron are reduced simultaneously in the blast furnace, and pass into the iron bloom and further remains in its final composition. As such, the existence of admixtures in the iron of this or that metal or alloy allows us to classify the iron based on the areas of distribution of these metals. When the geographic allocation of these alloys becomes known (for example, in Eastern Europe), we are able to easily localize the iron ore deposits that were used to create a given item. These studies have already begun on a wide scale in the Soviet Union.[17]This work is being performed by the Laboratory for Structural and Spectral Analysis of the Chair of Archeology for the Department of History at Moscow State University and in the Laboratory for Spectral Analysis of the Institute for the History of Material Culture. Recently, as a result of mass spectral studies of ores and metals, it has been possible to obtain initial data to compile maps of the geographical distribution of iron ores and metals. Similar work is also underway for non-ferrous metals.

[jeb: translations: Образец-Sample; Паспорт-Passport/certificate; Никель-Nickel (Ni); Молибден-Molybdenum (Mo); Ванадий-Vanadium (V); Кобальт-Cobalt (Co); Титан-Titanium (Ti); Хром-Chromium (Cr); Вольфрам-Tungsten (W)]
As evidence of our primary attempts, we are publishing the results of our spectral qualitative analysis of the iron in Novgorodian knives.[18]This analysis was carried out by Ju.L. Schapova and A.N. Repin in the Laboratory for Structural and Spectral Analysis of the Chair of Archeology for the Department of History at Moscow State University. The analysis was performed on the butts of knives which had welded steel blades (107 knives from 12th-15th century layers). Qualitative analysis was performed on 36 elements accepted in the practice of spectrography. For our purposes, we selected the following 7 metals from those elements: nickel, molybdenum, vanadium, cobalt, titanium, chromium, and tungsten. The steel of 25 examples did not contain any of these elements. The steel of the remaining 82 knives contained admixtures of these metals, or mixtures thereof (table 1).
Based on table 1, we can see that the principle admixtures in the iron of Novgorod knives was nickel (16 samples), molybdenum (18 examples), or a nickel-molybdenum alloy (18 examples). The iron of the remaining knives, aside from 8 examples which contained vanadium, contained admixtures of nickel and molybdenum with a series of other metals. As such, the base character of admixtures to iron in the Novgorod items was nickel and molybdenum. These were found in 74 out of 82 samples which contained admixtures. The distribution of these samples by layer (time period) is shown in table 2.

[jeb: translations: Ярус-Layer; Всего-Total]
The next step of our work will be a study of the ores from various locations in the Novgorod region; then, by outlining the areas of various admixtures in works and ore, we will be able to determine from which location a given set of iron was brought to Novgorod. But, for now, by analyzing the table of admixtures, we note the absence of chromium and titanium in Novgorod item items (they are found only once each in items from the 14th century). We know that (albeit from a relatively small number of samples analyzed) chromium and titanium were found relatively frequently as admixtures in iron items produced in the central and southern regions of medieval Rus’.[19]Kolchin, Chernaya metallurgija… This strengthens our theory stated above about the local metallurgical basis for Novgorodian ironworking arts.
Moreover, we performed spectral qualitative analysis on the iron from 12 items from the lower reaches (7th-8th centuries) of Staraya Ladoga. This analysis revealed the same 36 elements. In the iron from 5 items, no admixtures of the elements listed above were found. The remaining 7 items contained molybdenum, 3 of which also contained cobalt. This data sufficiently supports our observation about the local use of iron with admixtures of molybdenum and nickel in the Novgorod region.
Part III – Construction, Typology, Chronology, Technology
The construction, typology, chronology, and technology of production of iron and steel items will be studied by sections in the order of the aforementioned nomenclature. The current work excludes items classified as weapons or horse tackle. These will be be broadly covered by A.F. Medvedev’s article “The Weapons of Novgorod the Great”, published in this same volume.[20]Medvedev, A.F. “Oruzhie Novgoroda Velikogo.” Trudy Novgorodskoj arkheologicheskoj ekspeditsii, Tom II. Materialy i Issledovanija po Arkheologii SSSR, No. 65. 1959 (2), pp. 121-191.
Metalworking Tools
We mentioned above that numerous items of steel, iron, and non-ferrous metals found in the Nerevsky Excavation were created by Novgorod’s smiths, jewellers, and other artisans who worked with metal. In the technical organization of metalworking production, tools which were used by these masters in their work play a significant role. Several data for the characterization of tools belonging to Novgorod’s smiths and jewellers can also be extracted from these materials found in the Nerevsky End.
At different sites in the excavation, from early and later layers, more than 30 examples were collected of various tools used in the metalworking arts. The sphere of metalworking and locksmithing tools included blacksmith tongs, blacksmith hammers, files, pritchels, and nail headers. Jeweler’s tools included anvils, jeweler’s hammers, tongs, a chisel, and tweezers (forceps). Steeler’s tools included crucible tongs [Rus. кричные клещи, krichnye kleschi, “bloom tongs”]. Several items were discovered in the locations of ruined workshops (for example, the jeweler’s hammer 20-29-738, or the smith’s hammer used by a jeweler, 12-17-66), but the majority of items were discovered among various household and everyday inventory in ruined dwellings or in the area of various manor courtyards. We will describe each item in detail, following the order listed above.

1-tongs, 15th cent. (5-8-392); 2-tongs, late 14th cent. (6-7-532); 3-hammer head, 13th cent. (10-13-1299); 4-nail header, late 14th cent. (6-7-928); 5-pritchel, 14th cent. (8-8-1064); 6-pritchel, late 14th cent. (6-8-896)
Smith’s tongs [Rus. кузнечные клещи, kuznechnye kleschi]
Three examples of these were found. One well-preserved pair was found in a layer from teh early 15th century (5-8-392). This massive, heavy tool (weighing 1350 g) was intended for holding large items during forging (illustration 4, 1). It was 550 mm long, with elongated heads that were 130 mm long. The width of head was 25 mm. The heads have a hinge with articulated steps (that is, a completely modern construction). Other tongs were found in a 14th century layer (6-7-532). They were severely corroded and are only partially preserved (the handles have broken off). The surviving part is 340 mm long. In their construction, form of the heads, and proportions, these tongs are identical to those described above (illustration 4, 2).
From the third example, only the handles survive. They were found in a layer from the late 13th century (10-18-737). The length of these handles, which broke off near the hinge hole, is around 365 mm. Judging by the size and proportions of these handles, the tongs must have been decidedly massive.
Smith’s hammers [Rus. молотка кузнечная, molotka kuznechnaja]
These hammers were used in blacksmith, locksmith, or sometimes jewelry workshops. Of these, 2 examples have been found. In terms of their construction and the weight of the iron hammer heads, these belong to the type of bench hammers. The form of these hammers can be clearly seen from illustration 4, 3. A hammer found in a layer from the late 13th century (10-3-299) had a head 102 mm long, a striking surface 20 x 15 mm, a blade 20.5 mm wide with a curve radius of 5 mm; the opening for a wooden handle was 18 x 8 mm, and the head weighed 210 g. A second hammer found in a layer from the mid-13th century (12-17-66) had a head 100 mm long, a striking surface measuring 25 x 20 mm, and a blade width of 25 mm. The oval, elongated hole for the handle was 27 x 7 mm, and the head weighed 290 g.
Files [Rus. напильник, napil’nik]
In the excavation, four files were discovered: 2 intended for use on metal, and 2 for use on bone, leather or wood.
A small metal file was found in a 10th century layer (27-30-1011). Its overall length was 115 mm, and length of the blade was 83 mm. The file was rectangular in cross section, 7.5 x 4.5 mm at the tang and 5.6 x 3.6 mm at the end. The hatching was simple and single cut, with the teeth perpendicular to the longitudinal axis. The tooth interval[21]jeb: the term used here, шаг зуба / shag zuba, literally translates as “tooth pitch”, which is measured as the number of teeth per 1 inch/25.4 mm. The author appears to actually mean tooth interval, the distance from one tooth point to the next tooth point. I have translated accordingly. was 1 mm. The notches were hand-cut, but are very even and regular. All four surfaces were notched (illustration 5, 1).
The other file was found in a layer from the 14th century (7-8-928). The overall length was 194 mm, and the blade was 134 mm long. The cross-section of the blade was rectangular, 15 x 4 mm at the tang and 12.5 x 3 mm. The hatching was simple. On the wide sides of the file, it was triple cut in a herringbone pattern; the thin sides were single cut. On average, the tooth interval was around 0.6 mm. The notches were hand-cut and are uneven.

1-10th cent. (27-30-1011); 2-14th cent. (7-8-928); 3-14th cent. (9-15-789); 4-14th cent. (7-11-1138)
Both files were subjected to microstructural analysis. The samples were taken as cross-sections of the blade at 20 mm (for file 27-30-1011) and 10 mm (for file 7-8-928). The microsection of file 27-30-1011 was found to be a homogenous martensitic structure. The martensite was large-needled. The metal hardness fluctuated from 62-65 units on the Rockwell scale (scale C). As such, we have before us an all-steel file which has been heat treated. The microsection for the other file revealed the following structure. The file blade was made up of 3 zones, that is, of 3 stripes of steel, fused together. The welding seams were thin and straight. The structural condition of the metal was martensite with troostite, that is, the file was heat treated. The hardness of the two bands on the edges, which were notched, ranged from 59 to 60 units on the Rockwell scale (scale C). Annealing the sample revealed that these edge bands were made of good carbon steel, with a carbon content around 0.8%.
The bone file was found in a layer from the 14th century (9-15-789). The overall length was 180 mm, with the blade 106 mm long. The slightly curved blade was rectangular in cross-section, 8 x 5 mm in size. The hatching was large and single-cut (illustration 5, 5). The tooth interval ranged from 4.5-5 mm.
The other, larger file for working bone and leather was a rasp (illustration 5, 4), also found in a 14th century layer (7-11-1138). It was overall 245 mm in length, with the blade 185 mm long. The cross-section of the blade was rectangular, 23 x 11.5 mm at the tang and 19 x 10 mm at the end. The hatching was only on the broad sides of the blade, in the form of small teeth at a 2.5-3 mm interval. Particles of the processed material would have been cut off by the forward motion of the file.
Pritchels [Rus. бородок, borodok]
In blacksmithing, a tool called a pritchel is used to make a hole in a product. Two such tools have been discovered in Novgorod. A pritchel from a 14th century layer (8-8-1064) was in the form of a round rod with a wide, rectangular butt (measuring 18 x 12 mm) and a pointed end (illustration 4, 5). The pritchel was 100 mm long, and 3.5 mm in diameter at the pointed end (the working end, which is used to punch the hole into heated metal). The rod widened conically to a diameter of 15 mm. Cross-sectional analysis showed that the last 25 mm of the working end had a steel structure.
The other pritchel, found in a layer from the late 14th century (6-8-896), had the same kind of working end (illustration 4, 6). The pritchel was 106 mm long; it’s rot had a rectangular cross-section, measuring (at the butt) 25×11 mm. The shape of the working end was the same as that on the previous pritchel, and was cone-shaped with a truncated top that was around 2.5 mm in diameter. Around the butt on the wide side of the rod there were 2 holes, 6 mm and 8 mm in diameter. This part of the tool was mostly likely used as supports when hammering holes into a product using another pritchel. Similar stands were used to control the passage of the pritchel into the punched metal.
Nail header [Rus. гвоздильня, gvozdil’nja]

A specialized tool used by nail makers was a massive block of iron with several perforating holes through it, used to forge the heads of nails and rivets (illustration 4, 4; illustration 6). One nail header was found as a solitary example, in a layer from the late 14th century (6-7-928). This sample (215 mm in length) was rectangular in cross-section, measuring 34 x 19 mm at the working end and 26 x 15 mm at the handle. The item weighed 730 g. At one end of the block there were four holes, located around 30-40 mm apart one after another. The hole arrangement was as follows: on the face side of the block, they had a regular round form, preserved to a depth of 3 mm. Afterwards, the holes sharply widened, forming a funnel-shaped recess. The diameter of the holes on the face measured 5.2, 6.2, 6.1 and 7.2 mm, but judging by the worn edges of the holes, two of them (5.2 and 6.2 mm) were originally 4 and 5 mm in diameter. As such, this nail header was adapted for the forging of nail heads 4, 5, 6 and 7 mm in diameter. The funnel shaped holes were necessary and determined by the technology at hand. The holes were made such that the body of the nail or rivet did not become stuck in the long channel (and its length was determined by the thickness of the block, which in turn was tied to the size of the nail header, such that the thicker the nails, the more massive the block needed to be). It is worth noting that in modern artisanal nail making, nail headers of exactly the same shape are still in use.[22]jeb: To clarify a bit on the use of this header, stock rod would be forged into a conical or tapered shape, such that when inserted into the hole on a nail header, the nail body was able to pass through the hole, but when the taper reached the size of the hole, the rod could be inserted no further. The rod would be cut a short distance above the hole, reheated in the forge, and then reinserted into the nail header. By hammering the hot iron over the nail header’s hole, this end of the nail would become flattened out into the head of the nail. The funnel shape on the underside of the header helped to prevent the nail from becoming stuck in the header, and made it easier to remove the finished nail.
Jeweler’s anvil [Rus. наковальня ювелирная, nakoval’nja juvelirnaja]
For the first time among Russian antiquities, a jeweler’s anvil with a horn (18-25-725) was discovered in a 12th century layer. In form and size, it is reminiscent of a typical jeweler’s anvil as are frequently encountered by archeologists, but unlike those, it has an elongated horn on one side (illustration 7, 1). Similar anvils were most convenient and universally used in the mechanical technology of jewelry production. The elongated horn allowed the production of, aside from normal forging, all kinds of curled works. The dimensions of the anvil were as follows: 112 mm in height, 103 mm in length for the working surface along with the horn, 64 mm in width, and the horn was 36 mm in length. The cross-section of the anvil was rectangular with rounded edges, 19 x 16 mm in size. The size of the lower part, where the anvil was inserted into a wooden block, was 34 x 29 mm. The anvil weights 1460 g.
Jeweler’s hammers [Rus. ювелирная молоточка, juvelirnaja molotochka]
Two jeweler’s hammers were technologically very similar to the jeweler’s anvil. Both were found in a layer from the 11th century. The first hammer (20-29-738) has a strait, very rational form and weighs 33 g (illustration 7, 2). We incidentally note that it is absolutely analogous to modern so-called watchmaker’s hammers. The hammer has a flat head on one side, and on the other, a rear claw [Rus. задок остряк, zadok ostrjak, “rear ramp”] (that is, a wedge-shaped rounded point). In the center there is a hole with elongated jaws for the wooden handle. The hammer is 61 mm long, the claw is 9.5 mm wide, the head is 11 x 9.5 mm, and the oval hole for the handle is 14 x 4.5 mm.
The second hammer (23-22-611) is of the same construction, but is somewhat elongated and is simpler in form (illustration 7, 3). This hammer is 70 mm long, with a flat head 13 x 7 mm, a claw that is 11 mm wide, and the small hole for the handle is 10 x 6 mm. This hammer weighs 34 g.

1-12th cent. anvil (18-25-725); 2-hammer, late 11th cent. (20-29-738); 3-hammer, 11th cent. (23-22-611); 4-chisel, 11th cent. (22-24-876); 5-pliers, late 15th cent. (3-4-525); 6-pliers, 14th cent. (7-11-1128); 7-tongs, 11th cent. (25-24-522); 8-tongs, 11th cent. (23-23-955); 9-tweezers, type A, 12th cent. (18-20-1049); 10-tweezers, type B, 12th cent. (16-19-866).
Jeweler’s pliers/tongs [Rus. ювелирные клещи, juvelirnye kleschi]
When working in the forge with molten or heated metal, a jeweler (or in general, any artisan working in metal) would need to use small hand-held tongs or pliers. Several examples of these tongs were found in layers from the 11th, 14th, and 15th centuries. Only the tongs from the 3rd layer were completely preserved, the remainder survived only as halves or broken handles and jaws. Even these partial items allow us to restore the complete construction and form of jeweler’s tongs. In an 11th century layer, one half of a pair of tongs (23-23-955; illustration 7, 8) was found. These tongs were 357 mm in overall length, with jaws that were 49 mm long. The construction of these tongs was of a lightweight type; the thickness of the head and handles did not exceed 2.6 mm. The ends of these handles, which were tapered and specially worked, were covered with wood. In an 11th century layer, one more half of a pair of tongs was found (25-24-522). These tongs, which were also lightweight, were around 200 mm long (part of the handles has been broken off). The jaws were 55 mm long, and their width was 3 mm at most (illustration 7, 7).
A larger pair of pliers (illustration 7, 6) was found in a 14th century layer (7-11-1128). This pair was also only partially preserved. It was 195 mm long, with jaws around 52 mm long. The tapered jaws were 4 mm wide and were very tightly fitted one atop the other, achieved via a tight curve near the hinge on each jaw. As a whole, this was constructed very similarly to the next set (illustration 7, 5), found in a layer from the late 15th century (3-4-525). This set is 162 mm long, with jaws 57 mm long. The gripping part of the jaws are more elongated in this pair. The pointed jaws, similar to modern round-nose pliers, are 22 mm long. The width of the jaws averages 6 mm. Part of the handles of a pair of pliers was found in an 11th century layer (22-22-472). This handle was broken off near the articulation hole. It is 265 mm long. Most likely, the original set was 315-325 mm long.
It is worth noting that pliers 7-11-1128 and 3-4-525 (illustration 7, 5 and 6) could have been used by a smith while working on very small items.
Jeweler’s chisel [Rus. зубило ювелирное, zubilo juvelirnoe]
A small chisel was found in a layer from the 11th century (22-24-876). This round rod (8 mm in diameter) had a flat head for hammering on one end, and at the other end, a flat blade ending in a cutting edge (illustration 7, 4). The overall length was 105 mm, with a 7 mm wide blade. The blade of this chisel has survived in a very worn state; the steel weld has been completely ground off.
Tweezers [Rus. пинцеты, pintsety, or щипчики, schipchiki]

This tool is used for grasping or holding various kinds of items. In medieval Rus’, the tweezers which we are publishing were widely used by jewelers and artisans in general who worked with non-ferrous metals (the creation of filigree, cloisonné, etc.). Tweezers consist of two elongated arms which have a springy fastening at one end (most frequently, they are made from one rod which has been bent in half) and surfaces made for gripping at the other. Based on the form of the gripping end, tweezers are divided into two groups: ones with flat (parallel) tips, and ones which have Г-shaped (perpendicular) tips. The second type always have a so-called locking ring used for clamping an item in the tweezers.
In the Nerevsky dig, 15 sets of tweezers have been found, of which 8 were of the first type, and 7 were of the second. The construction of the first type of tweezers is very simple; their construction can clearly be seen from illustration 7, 9. These tweezers differed in terms of size, from large (120 mm long) to small (60 mm long). The were found in layers from the 10th-14th centuries (26-20-689, 23-22-503, 18-20-1049, 16-21-252, 12-17-364, 11-16-4, 7-10-868, and 16-22-73).
The construction of the second type of tweezers is more interesting. Their form, size (in millimeters) and location by layer is shown in table 3. Tweezers of this second type are used as a sort of manual vise. Having grasped a small item (thin plate, wire, etc.) in the jaws, the artisan would be able to easily work upon it.
Crucible tongs [Rus. кричные клещи, krichnye kleschi]
Among the antiquities of medieval Novgorod, this specialized tool used by metallurgists and ukladniki is represented by 5 examples. These tongs were found in layers from the 12th-15th centuries, and they all have large, characteristically rounded jaws for grasping blooms or crucibles, as well as long handles (illustration 8). The form and dimensions of these tongs (in millimeters) and their distribution by layer is shown in table 4. In addition, in layers from the 13th and 14th century, 2 broken handles from this type of tongs (14-16-407, 10-12-1108) were found. These handles were 560 mm and 540 mm in length, respectively.

1-12th cent. (18-23-180); 2-12th cent. (17-18-412); 3-late 14th cent. (6-10-1170); 4-late 15th cent. (on the pavement of the 3rd tier); 5-late 14th cent. (6-8-1211)

Woodworking Tools
For the processing of wood, especially decorative material in the everyday life, technology and construction of medieval Rus’, many technically varied and constructively perfected tools were used. Carpenters and turners, shipwrights[23]jeb: Rus. учанник, uchannik, “one who builds учаны / uchany, ‘river ships’.” and coopers, ladle-makers and wood carvers had an abundance of such tools. This is why woodwoorking tools make up one of the largest groups of archeological finds encountered in medieval urban and rural layers. These tools are also numerous and widely varied in the collection from the Nerevsky dig. Over the dig’s five years, in layers from the 10th-16th centuries, the following tools have been discovered: 72 axes, 7 adzes, 8 saws, 28 chisels, 15 drills, 18 drawknives, one-handed drawknives [Rus. скобелька, skobel’ka, “little drawknife”], 7 slicks [Rus. стамеска, stameska, ‘hand-pushed chisel’], 9 woodturning gouges [Rus. токарный резец, tokarnyj rezets, “lathe tool”], 2 cooper’s crozes [Rus. уторная пилка, utornaja pilka, “croze file”], 2 curled chisels [Rus. фигурное долото, figurnoe doloto], 3 rounded gouges for artistic carving, and 15 nail pullers [Rus. гвоздодёр, gvozdodjor]. This nomenclature includes all forms of woodworking tools found from medieval Rus’.
Finds from the Nerevsky dig were distributed more or less equally throughout all layers. Each tool was typically located among everyday, household, or other items, but a few toolkits were also found. The most interesting selection of tools was uncovered in a woodworker’s workshop from the turn of the 12th-13th centuries. This workshop was located in the courtyard of manor “B” near the intersection of Velikaya and Kholop’yaya Streets and was found in layers 15 and 14. It was destroyed sometime in the 1220s. The remains of this workshop included a saw (15-15-963), an adze with a wooden handle (15-14-971), a drawknife (15-14-952), a cutting tool (15-17-942), a chisel (15-17-952), and not far from the workshop, an axe (14-16-900).

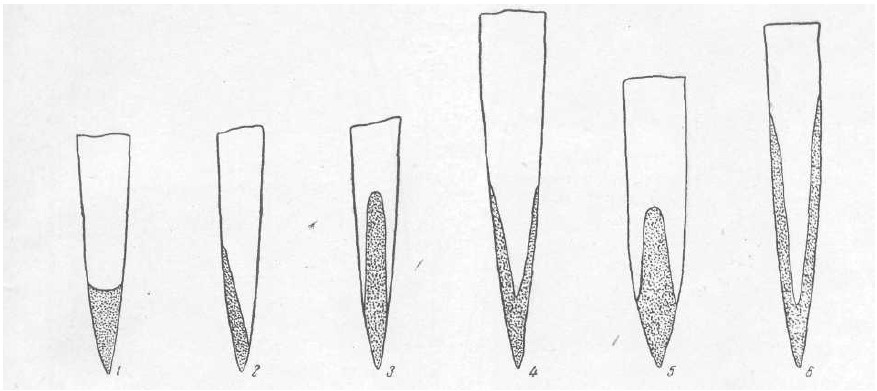
Row 1 (“A”) – First type: 1-11th cent. (21-00-25); 2-11th cent. (24-24-916); 3-11th cent. (21-25-343); 4-10th cent. (26-30-137)
Row 2 (“Б”) – Second type: 5-13th cent. (13-18-331); 6-late 13th cent. (10-18-746); 7-14th cent. (7-13-83); 8-13th cent. (13-18-208)
Row 3 (“B”) – Third type: 9-15th cent. (5-15-716); 10-15th cent. (5-15-715)
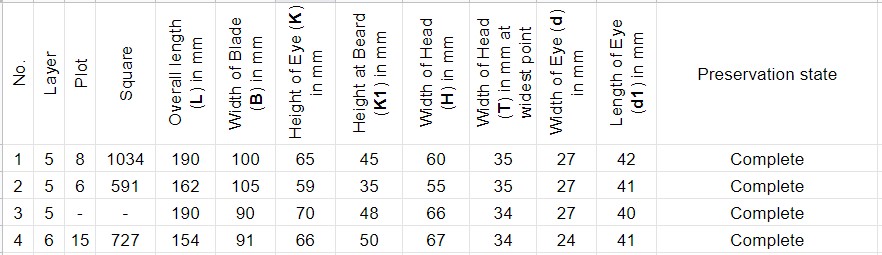
Row 3 (“Г”) – weighted axes of the third type: 11-15th cent. (5-00-00); 12-15th cent. (5-8-1034)
Several sets of 2-3 tools were found in various layers. For example, a saw and a slick were found together in the courtyard of manor “B” in the 23rd layer. A drawknife and a decorative chisel were found near building 17L. Two axes, a cutting tool, and a nail puller were discovered in the courtyard of manor “A” (in the 13th-12th layers), where a jeweler lived. In the same layers, in the courtyard of manor “D”, a saw and an adze were found together. Similar sets were also found in the 25th, 21st, 11th, and 10th layers.
We will describe each item in detail, following the order listed above.
Axes [Rus. топор, topor]
Axes made of stone, then copper, bronze, iron, and finally steel were basic and the most versatile tools for working wood over the course of many centuries. Steel axes became widely used in medieval Rus’. They were widely used not only by professional craftsmen or builders, but by almost every urban and rural inhabitant. In the vast majority of dwellings in the Nerevsky excavation, independent of their owners’ professions, archeologists discovered one or two axes (or their fragments) amongst the plethora of household items.
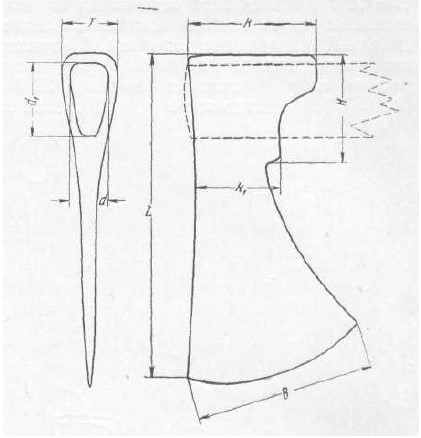
The construction, form and technology for creating the medieval Russian, wide-bladed eyed axe was developed in the second half of the 1st millennium CE.[24]A detailed trace of the chronological evolution of the development of iron axes in Eastern Europe, in particular in the second half of the 1st millennium CE, is not possible at this time due to a lack of archeological data. In Novgorod, in the earliest layers dating to the 10th century, we encounter wide-bladed eyed axes of an already developed form. This form was modified over the subsequent centuries in some elements, but the construction itself and its basic parts remained has stable up to modern times.
From the entirety of Novgorod axes, we can distinguish three basic chronologically successive types and several transitional and individual forms (illustrations 9 and 12).
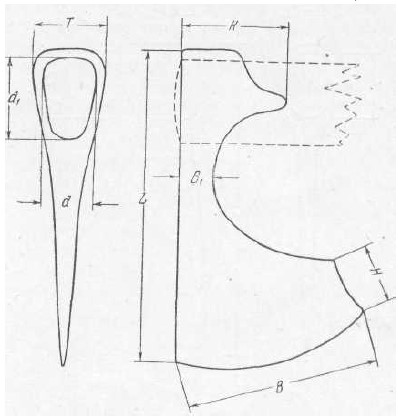
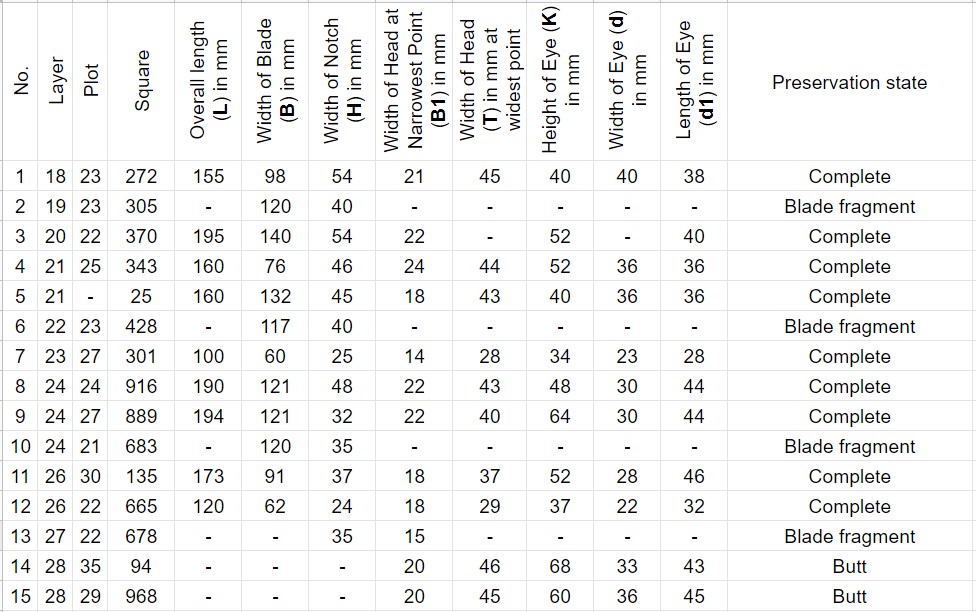
The first and oldest type of axe (15 were found, plus one in a later layer, where it ended up as a result of digging) has a massive, wide, lowered blade, with a notch and an eyelet with one inner flange (illustration 9, A). The dimensions of these axes and their distribution by layer is shown in table 5. The cutting angle of these axes’ blades is around 20°. The average weight for large axes was around 850 g. For fine cooper’s, woodturner’s and carpenter’s work, there were lighter axes of the same type, but with smaller blades, with lengths running from 60 to 120 mm. Axes of the first type were used in the 10th and 11th centuries, and up to the middle of the 12th century (28th-18th layers).
In the second half of the 12th century, two transitional forms of axe appeared. In one of these, which continued the configuration from the first type, the notch in the blade was significantly smaller, with a small beard at the bottom of the notch (illustration 10, 2 (side)). Similar axes (5 examples) were found in the 17th-14th layers. Axes of the second transitional type (6 example) found in the 17th-14th layers, have symmetrical blades and a lightweight butt (illustration 10, 4, 7). Axes of this type later developed into the second type of axe.
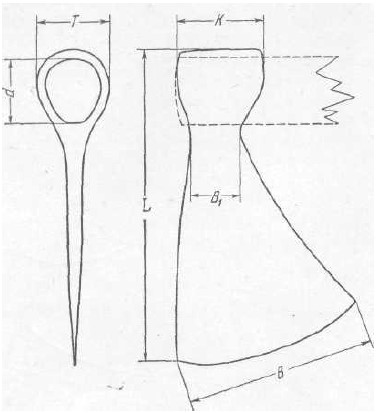
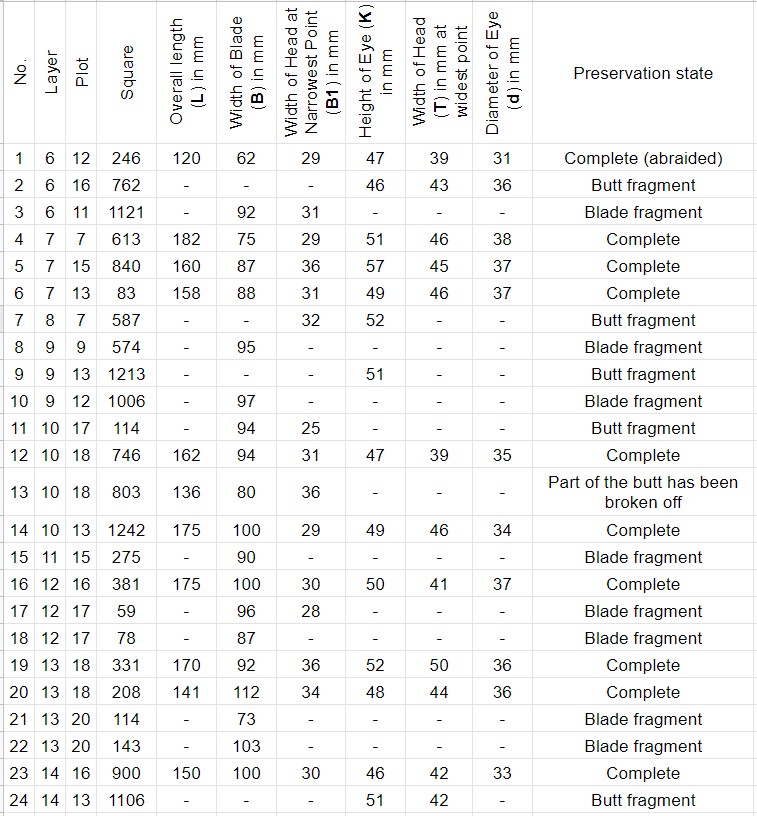
Axes of the second type (24 examples have been found) have symmetrical blades, and are somewhat lighter and thinner than those of the first type, with a rounded butt (illustration 9, Б). The form and dimensions of these axes of the second type and their distribution by layer can be seen on Table 6. These axes were relatively light, weighing around 670-700 g on average. This type of axe appeared in the 13th century and existed to the end of the 14th century (14th-16th layers).
Around the turn of the 14th-15th centuries, axes of the second type became noticeably heavier, the blades became more asymmetrical, and the butt became more massive, with a flat (or nearly flat) upper surface, while the blade itself became smaller (illustration 9, В). We shall divide these out into a third type (with 13 examples found). The dimensions of these axes and their distribution by layer is shown in Table 7. The average weight of these axes was 600 g. Axes of this type existed for the entire 15th century and into the 16th century (7th-3rd layers).
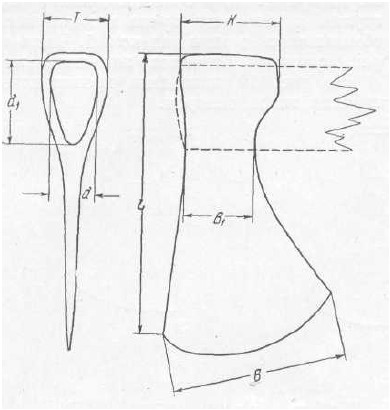
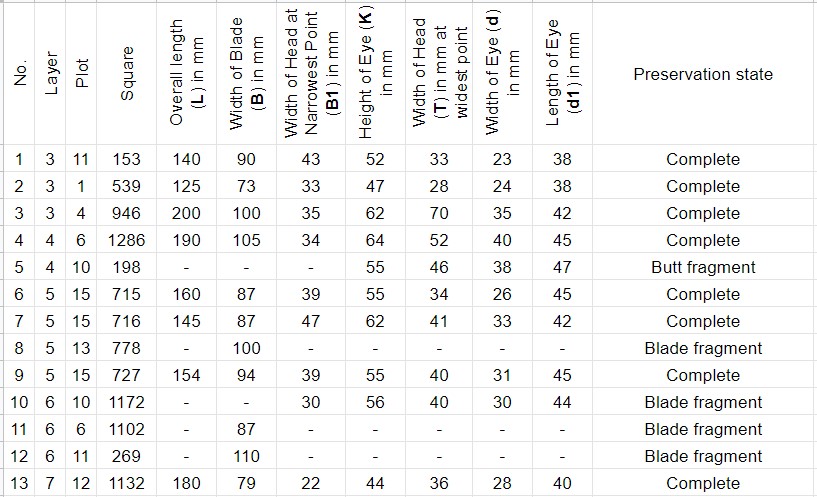
At the same time, in the first half of the 15th century, a heavier form with an elongated, flat butt (illustration 9, Г) emerged. Four examples have been found of this type. The form and dimensions of these axes are shown in Table 8.
Aside from the axes of the listed types, 4 axes were found with individual shapes. In a 10th century layer, an axe (26-24-611) was found of a type which is sometimes encountered in military burial mounds from the 9th-10th centuries.[25]Brandenburg, N.E. “Kurgany Juzhnogo Priladozh’ja.” Materialy po arkheologii Rossii. 1895 (18), St. Petersburg. This axe had an elongated shape (210 mm in length), with a narrow blade (78 mm wide) and with “earflaps” on the butt. This axe weighed 836 g (illustration 10, 1). In a layer from they 14th century, 2 axes were found of a decidedly original construction. One of these (8-11-1272) has a blade similar to those on type two axes, and had a narrow neck and a faceted butt (illustration 10, 6). On the other one (8-13-220), the wide curved blade goes directly, without a neck, into a butt with a flattened upper surface (illustration 10, 5).
1-10th cent. (26-24-611); 2-12th cent. (17-24-101); 3-13th cent. (14-12-681); 4-13th cent. (14-21-772); 5-14th cent. (8-13-220); 6-14th cent. (8-11-1272); 7-13th cent. (14-10-659)
Aside from the large number of working axes, there were also a number of small children’s toy axes found. All of these, depending when they were created, were completely identical in form to the larger working axes of the time. For example, a 10th century hatchet (26-29-1057) had the form of axes of the first type, while a hatchet from the early 14th century (10-15-1204) with a wooden handle was made following the second type of axe. These hatchets were usually created simplistically, from strip iron, without any welds, but one hatchet (22-27-106) was made by all the rules of blacksmithing technology, with a welded butt and even even a welded blade.
To conclude our discussion of the construction of axes, let’s take a look at their handles [Rus. топорище, toporische]. Thanks to the exceptionally good preservation of wood in the Novgorod cultural layer, 8 axes were found along with their wooden handles. Depending on the shape of the axe’s eye, they had either round or oval cross-sections. These handles were all straight and relatively elongated (illustration 11). On average, the handles were around 650 mm in length. The method of attaching the axes to their handles was interesting. For a more snug fit of the axe handle to the axe, the handle was wrapped in a single layer of leather where it passed through the butt. Often, an iron wedge was also driven into the end of the handle.

1-13th century; 2-15th century (4-6-1286)
Illustration 12 shows a chronological table of types of axes.
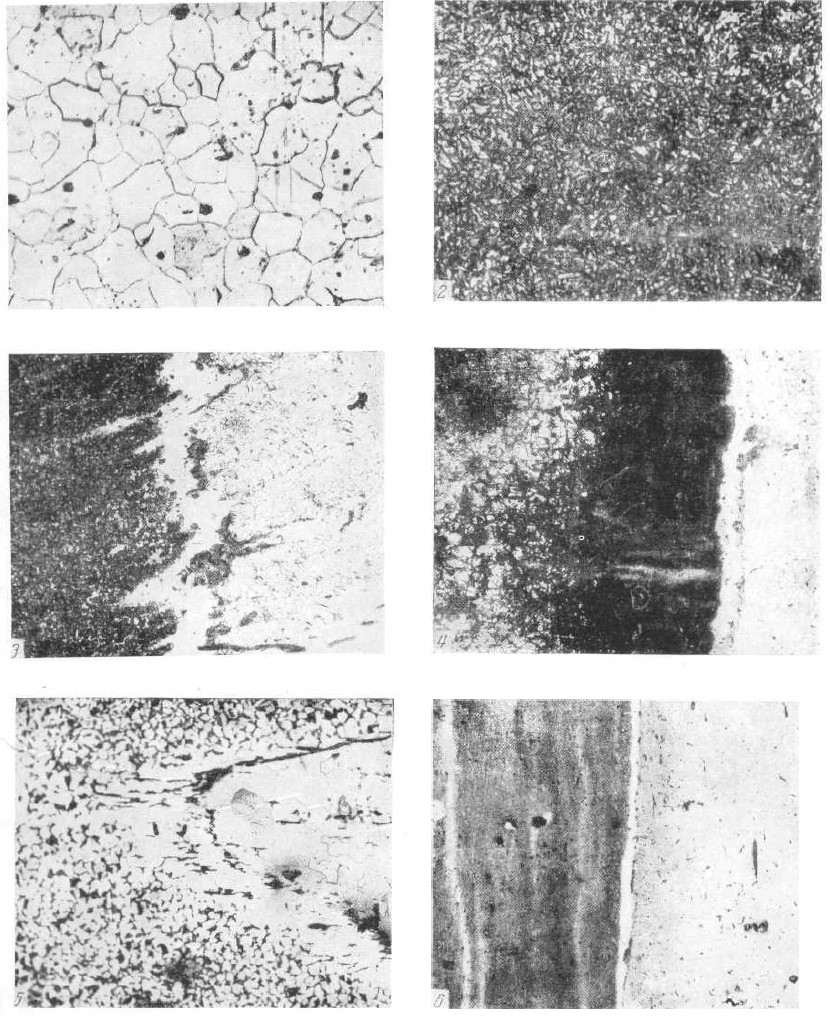
In order to study the technology used to create these axes, we subjected 15 examples to structural examination. These included 5 axes from the 14th-15th centuries (5-13-778, 8-13-220, 9-9-574, 9-12-1006, 9-14-000), 7 axes from the 13th century (11-15-275, 13-20-143, 14-17-421, 12-16-381, 10-17-114, 14-21-772, 14-16-900), 2 axes from the 11th century (24-27-889, 24-21-683), and an axe from the 10th century (26-24-611). Microsections were taken from 9 of these axes’ blades; of these, on 3 examples we preliminarily made microsections of the entire cross-section, and the remaining 6 were subjected only to macro-etching. Both the microstructures and macrostructures showed that on all 15 axes, there was a rod of steel welded into the cutting edge (illustration 13). This appears to have been a common medieval Russian technology, combining iron and steel to produce a single item, thanks to which the axe had a level of viscosity in the body, along with hardness and durability in the blade.
The welding seams which joined the iron and steel were, for the most part, thin and clean, providing evidence of the great mastery of the Novgorod blacksmiths who made these axes. Illustration 14, 3, 4 shows the welding seams from the blades of 13th and 14th century axes.

Illustration 12: Chronological table of types of axes
[jeb: translations: Ярус-Layer; Век-Century; Количество находок-Number of Finds.]Illustration 13: Technological diagram of axe blades.
Dark field – steel; white – iron
1-13th cent. (11-15-275); 2-14th cent. (9-9-874); 3-15th cent. (5-13-778); 4-13th cent. (14-21-772); 5-11th cent. (24-21-683); 6-13th cent. (14-17-421)Illustration 14: Microstructures. Magnification 140x
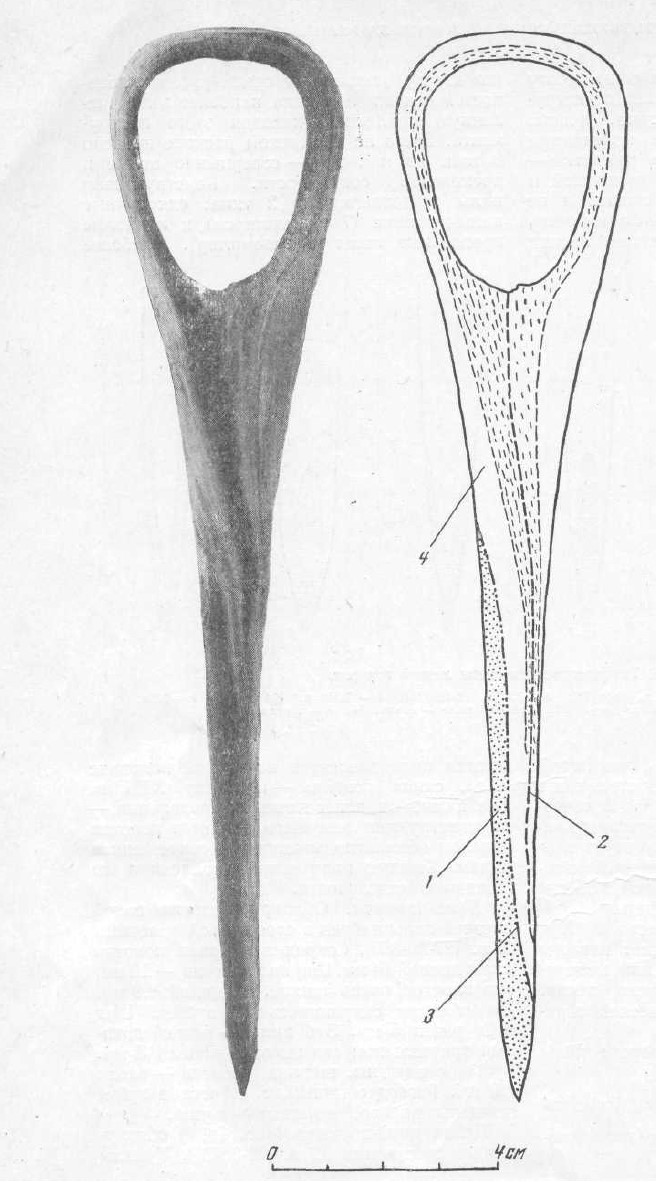
1-bloom, late 13th cent. (10-8-519), ferrite; 2-file, 15th cent. (7-9-928), troostite-martensite; 3-14th cent. axe (9-9-574), weld seam; 4-13th cent. axe (11-15-275), weld seam; 5-chisel, 12th cent. (17-18-941), weld seam; 6-chisel, 13th cent. (12-13-1025), weld seam.Illustration 15: Cross-section, 11th cent. axe (24-27-889)
1-hardened steel welded onto blade; 2,3-weld seams; 4-body of the axe, welded from two strips (iron and low-carbon steel)
All of the steel blades from these axes were heat treated. On the axes for which we performed microstructural analysis, we discovered the following structures. Axe 11-15-275 had a martensite structure. 5 axes (9-9-574, 5-13-778, 12-16-381, 14-21-772, 14-17-421) had a troostite-martensite type structure, and 3 axes (10-17-114, 24-21-683, 24-27-889) had a sorbite structure. The hardness on the Rockwell scale C of these steel blades measured 51 (9-9-574), 53 (12-16-381) and 48 (13-20-143) units. The hardness of the iron bodies of these axes measured around 40-41 units on the Rockwell scale B.
We used 2 technological methods on the cross-sections of three axes to study the body of those axes. On axe 24-27-889 (illustration 15), the butt was created by folding the blank of iron in the middle then forging the blade. On axes 12-16-381 and 10-17-114, one end of the iron blank was looped around and then forged back into the body of the axe. We are only reconstructing in brief the technology of creating axes based on the results of our structural analysis, as it is completely similar to the technology we have already previously discussed.[26]Kolchin, Chernaja metallurgija…, pp. 104-108. As such, study of the structures of these axes showed that their method of manufacture in Novgorod from the 10th-15th centuries was completely the same. In both the 10th and 15th centuries, an iron axe body was welded to a steel blade subjected to heat treatment, that is, quenching and tempering, which fully met the technical needs of these items.
Adzes [Rus. тесло, teslo]

1-eyelet adze, 13th cent. (13-12-506); 2-with a conical socket, 13th cent. (11-8-928)
As a specialized form of axe, adzes were used for rough preparation of recesses in wooden objects: dugout boats, troughs, ladles, spoons, etc. In medieval Rus’, there were two types of adze: eyelet, and socket. Eyelet adzes were used for large, heavy work, and were always large and affixed to a long, straight handle. Socket adzes were intended for fine work, and were lighter and often created with a shaped blade. Both types of adzes have been found in Novgorod.
Eyelet adzes are represented by a single example found in a 13th century layer (13-12-506). The dimensions of this adze are: width – 160 mm, blade width – 70 mm, width of the neck at the eye – 30 mm, diameter of the eye – 35 mm, length of the butt – 40 mm (illustration 16, 1).
Socketed adzes are more commonly found (illustration 16, 2; illustration 17). Six examples were found in the Nerevsky dig, of which 2 were found along with their wooden handles. Their form, size and distribution by layer is shown in Table 9.
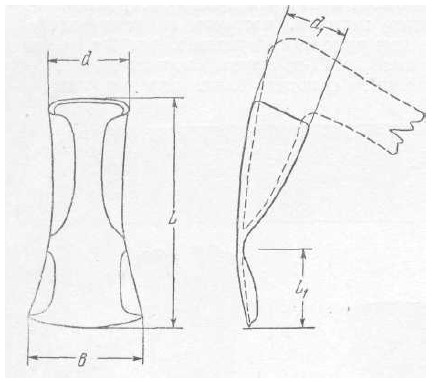
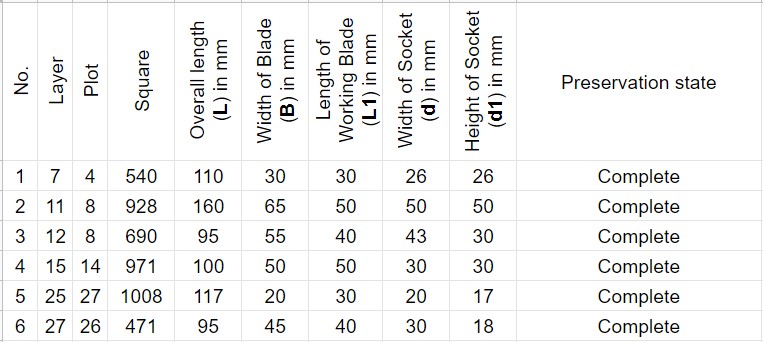
Socketed adzes, intended for use with one hand and with a small tool span (for making pans, ladles, bowls, spoons, etc.) had a light, bent handle (illustration 17, 1). The handle was no more than 275 mm in length. The angle between the handle and the plane of impact was beveled and did not exceed 60°. Tools of this form were very convenient and most rational for light hand work. It is worth noting that a similar form of adze also appeared in the East around the late 2nd millenium BCE.[27]Flinders Petrie, W.M. Tools and weapons. London, 1917, p. 18. Identical socketed adzes have also survived to modern times.[28]Filippov, N. Kustarnaja promyshlennost’ Rossii. St. Petersburg, 1913, p. 168. The large socketed adze (11-8-928) with a conical socket was seated on a long (80 cm), straight handle. It was used to carve mortices in wood boards.

1-with a wooden handle, late 12th cent. (15-14-971); 2-10th cent. (27-26-471); 3-11th cent. (25-27-1008)
The technology for creating adzes in the 10th and 20th centuries are identical: a steel blade is welded to an iron or low-carbon steel flat body. Adze blades were heat treated.
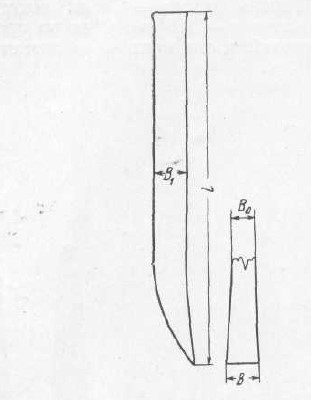
Saws [Rus. пила, pila]
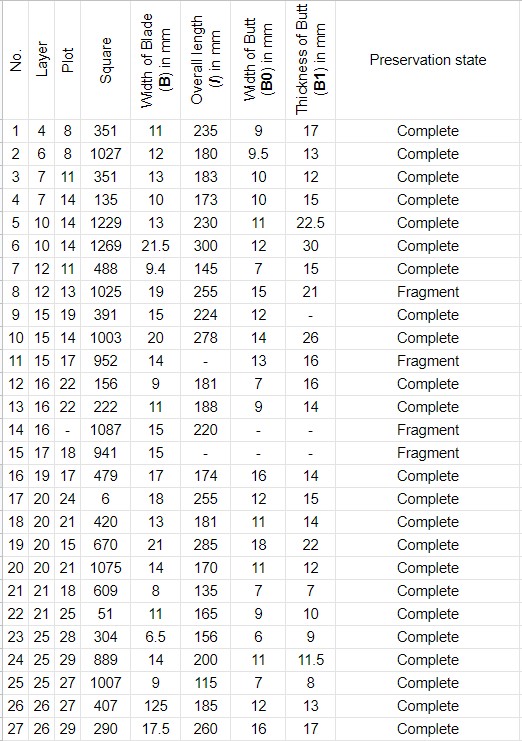
(Wood) saws discovered in Novgorod make up among Russian antiquities the main and to date the largest collection of finds of this tool. In total from the Nerevsky excavation, 8 saws have been found, of this three were completely whole and excellently preserved. In terms of construction, saws are divided into two types: single-handed hacksaws (7 examples) and bow saws (1 example). The earliest saw dates to the second half of the 10th century, while the latest dates to the late 13th century. All saws, both single-handed hacksaws and bow saws, are completely analogous to modern saws in their construction of the cutting teeth and blade. We shall describe each of the saws in our collection separately.

1-12th cent. (15-15-963); 2-11th cent. (21-25-21); 3-13th cent. (13-9-680); 4-11th cent. (22-21-1096); 5-12th cent. (17-20-387); 6-11th cent. (23-24-905); 7-13th cent (10-15-220); 8-cross-section of blade (10-15-220 #7); 9-cross-section of blade (21-25-21 #2); 10-cross section of blade (13-9-680 #3)
Hacksaw blades [Rus. пила ножовки, pila nozhovka].
A fragment of the blade from the oldest saw was found in a layer from the second half of the 10th century (27-30-880). One end of the saw blade, 65 mm in length, has been preserved. The blade is 16 mm wide, flat, and very thin, with a thickness of 0.9 mm. The fragment has 12 teeth preserved. The tooth interval is about 5 mm. The teeth are in the shape of isosceles triangles, about 3 mm tall. The teeth are set about 1.8 mm apart. The teeth have a common offset, that is, where the even-numbered teeth are set to the right, and the odd-numbered teeth to the left.
An entire hacksaw blade (illustration 18, 2) was found in an 11th-century layer (21-25-21). The entire blade was preserved, as well as a broken off section of the handle, consisting of an extension of the blade (similar to a knife handle). The blade was 390 mm long. The width of the blade was 36 mm at the handle, and 17 mm at the tip. The blade is wedge-shaped, narrowing toward the teeth. The blade thickness averaged 2.5 mm, with most of the thickness toward the top. The teeth are strictly placed in a straight line. The teeth are larger at the handle than at the tip. The tooth interval at the handle is about 5.5 mm, but is closer to 4.5 mm at the tip. The teeth are in the shape of isosceles triangles, measuring 4.6 mm tall at the handle, shrinking to 3.3 mm at the tip. In all, there are 73 teeth on the blade. The teeth angle outwards by around 3.5 mm, in an interestingly regular pattern: the first tooth extends straight down from the blade; the second is bent to the right, the third to the left, then the pattern repeats (illustration 18, 9). The sharpening of the teeth is unusual: the straight teeth are sharpened on both sides, while the left and right teeth are sharpened only on the edge facing the tip of the blade. The iron tang was covered with a wooden handle.
A partial saw blade (22-21-1096) was discovered in a layer from the 11th century (illustration 18, 4). The tip of the blade, measuring 145 mm in length, has survived. The blade is 28 mm wide at the break. The blade is flat, measuring 1.6 mm thick. The fragment has 27 teeth, with an average tooth interval of 5 mm. The teeth are in the shape of isosceles triangles, with a height around 3.5 mm. The teeth angle outwards, with a width of separation about 3.5 mm. The separation is typical, that is, with even-numbered teeth angling to the right, and odd-numbered teeth to the left. Judging by the proportions of the surviving fragment, we estimate that the overall length of the blade was most likely around 350 mm.

1 – 12th cent. (15-15-963); 2-11th cent. (23-24-905)
Another fragment of a saw blade (23-24-905) was found in a layer from the mid-11th century (illustration 18, 6). Part of the blade has survived, along with the handle tang. This fragment is 70 mm long. The blade is flag, 24 mm wide and 1.3 mm thick. The fragment includes 10 teeth. The tooth interval averages 4.2 mm. The teeth are shaped like isosceles triangles, 3 mm tall (illustration 19, 2). The teeth on this blade are angled outwards widely, with an average spread of 3 mm.
Another partial saw blade (17-20-387) was found in a mid-12th century layer (illustration 18, 5). This was the end of a saw blade, measuring 195 mm long. The blade was 22 mm wide at the break. The blade is flat, with a thickness of 1.4 mm. This fragment includes 40 teeth, with an average tooth interval of 34 mm. The teeth are shaped like isosceles triangles, around 3.5 mm in height. The teeth are angled outwards in a typical fashion, with a spread around 2.5 mm.
A complete saw blade (15-15-953) was found in a layer from the turn of the 12th-13th centuries (illustration 18, 1), inside a carpenter’s workshop. The blade was completely preserved, but the tang for the handle was partially broken. The handle was a direct continuation of the blade, the same as on the blade from the 21st layer. The blade was 450 mm long, and the overall length including the tang was 525 mm. The blade was 43 mm wide at the handle, and 25 mm wide at the tip. The teeth were positioned along a straight line, except that in the central section of the blade, this line is a bit concave in the direction of the blade as a result of multiple sharpenings, because the teeth in this section grow dull more quickly than those on the ends. The teeth are of a large triangular shape, and are doubly pointed, meaning that at the top of each tooth, an additional triangular cut has been made, creating two peaks at the top of each tooth (illustration 19, 1). Overall there are 44 teeth (or 88 small teeth). The interval for the major teeth is 10 mm, with an average height of 4.5 mm. These major teeth are angled outwards in the typical fashion, that is, with even-numbered teeth to the right, and odd-numbered to the left. This spread measures 4 mm. The edges of all teeth, both the major teeth and the small teeth atop them, are sharpened only on the one external side.
In a layer from the mid-13th century, a complete saw blade (13-9-680) was found (illustration 18, 3). It’s handle was straight. The blade was 260 mm long, while the overall length including the tang was 300 mm. The blade was 20 mm at the handle, and 10 mm at the tip. The blade was flat, around 2.5 mm thick. The teeth were located along a straight line. The teeth were triangular, around 2.7 mm tall. The tooth interval was 5 mm. In all on the blade, there are 50 teeth. The teeth are set according to the typical method. The spread measures 3 mm (illustration 18, 10).
We performed microstructural analyses on 4 of the samples (23-24-905; 17-20-387; 27-30-880; 22-21-1096). On all of the samples, we revealed a homogenous structure of low-carbon steel. The 10th century blade (27-30-880) was in a heat-treated state; the sample revealed a sorbite structure, that is, the blade for this saw was hardened followed by high tempering.
Bow ripsaw [Rus. луковая продольная пила, lukovaja prodol’naja pila].
A fragment of a blade from this type of saw was found in a layer from the turn of the 13th-14th centuries (10-15-220). The fragment was 100 mm long, and 22 mm wide. The blade was conical, that is, the cross-section is wedge shaped. The base of the wedge faces the teeth. The teeth are one-sided and 2.2 mm tall (illustration 18, 7, 8). The tooth interval is 8.5 mm. The sawtooth angle is 90°, while the cutting angle is 109°. The cutting edge of the teeth (the maximum thickness of the blade) is 2.5 mm. This type of blade would have been stretched by a wooden frame. Based on an analogous find from Knjazha Gora,[29]Collection of the Kiev Historical Museum, inv. no. S67005. this Novgorod blade may have originally been 500-600 mm in length. A saw with this sort of blade and teeth would have been used only for longitudinal sawing of wood. The blade is completely made of steel.
Chisels [долото, doloto]

1-Late 12th cent. (15-14-1003); 2-Late 13th cent. (10-14-1229); 3-Late 14th cent. (6-8-1027); 4-late 11th cent. (20-21-1075); 5-13th cent. (12-11-488); 6-11th cent. (25-27-1007)
In a previous article, I stated that medieval Russian chisels were divided into two types: socketed and simple.[30]Kolchin, Chernaya metallurgija…, pp. 108-111. Following study of Novgorod and additional analogous finds, I have determined that this statement was not quite correct. The difference in types of chisels now appears to be chronological, rather than technological. Large, socketed chisels were characteristic for the end of the first millenium CE. In the 10th century, a new type of chisel appeared – completely metallic simple ones. Large, socketed chisels disappeared in the 11th century. In the Nerevsky dig, in all 28 chisels were discovered. Of these, one was large and socketed, found in a mid-10th century layer. The remaining 28 chisels were all simple and completely metallic. They were found in all layers up to and including the 15th century.
From the socketed chisel (28-33-104), only the cutting surface is well preserved; the socket is partially destroyed. As with analogous chisels from the Podbolot’e, Maksimovskoe, Ljadinskoe, and other burial grounds, this was a large tool with a reinforced, wide blade. The chisel was 30 mm wide, and 150 mm tall from the tip to the socket. Judging by the proportions of the lower parts of the socket, it’s diameter in the upper half would have been no less than 50 mm. This iron chisel had a welded steel blade.
Simple, all-metal chisels appear as four-sided metallic rods with a blade on one end and a butt on the other (illustration 20). The construction of the blade for all chisels was completely analogous to modern practice. An elongated blade with a beveled edge was constructively most rational for chiseling wood. The blade’s cutting angle ranged from 17° to 20°. The dimensions of the chisels and their distribution by layer is shown in Table 10. Based on this table, we can see that, independent of time period, chisel blades ranged from the narrow (6.5 mm) to wide (21.5 mm). Depending on the width of the blade, chisels sometimes came in decidedly large lengths (300 mm).
The technology for creating chisels, beginning from the 10th century, was uniform and characteristic for medieval Rus’. This involved welding a steel blade into an iron body. Microstructural analysis on 2 chisel blades (17-18-941, 12-13-1025) and macro-etching of 5 examples (6-8-1027, 15-14-1003, 19-17-479, 20-15-670, 25-28-304) showed that all of these examples had welded steel blades. The microsection of chisel 12-13-1025 showed a large steel plate bevel-welded to the iron body (illustration 24, 2). The welding seam was thin and very clean (illustration 14, 6). The structural state of the weld was martensite, which provides evidence of blade hardening.
The microsection of chisel 17-18-941 likewise revealed a welded steel blade, but with a different technological method (illustration 24, 1). Thin sheets of steel were welded to either side of the iron chisel blade, which has survived in an annealed state. The structure of the welded steel sheets was ferrite with perlite with carbon content around 0.4%.
Drill bits [Rus. сверло, sverlo]
1-13th cent. (13-15-423); 2-11th cent. (25-29-204); 3-late 14th cent. (6-14-842); 4-12th cent. (18-19-451); 5-14th cent. (7-11-1303); 6-14th cent. (7-10-871)
In medieval Rus’, drills were no less widely used than chisels. In order to create precise, clean, round holes (which were widely used in the construction of ships, machines, mechanisms, furniture, and other items), sharp blades and technically precise tool shapes were required. Drills with these high technical qualities were already being produced by Novgorod blacksmiths by the 10th century. In all, 15 drill bits have been discovered in the Novgorod excavation. Two types of this tool have been encountered: feather-shaped drills (12 examples, illustration 21) and spiral (3 examples).
The number of feather-shaped bits which have been found attests to their being the most commonly used form of bit in Novgorod. They were formed as metallic rods with a flat tang in the upper section, which would have been driven into a wooden handle, and with a pointed, feather-shaped blade at the other end with two sharp cutting surfaces. In spiral bits, instead of the feather-shaped blade, there was a spiral with 1-2 revolutions, with a sharp cutting surface. The construction and dimensions of these bits and their distribution by layer is shown in Table 11.
Based on this table, we can see that feather-shaped drill bits ranged in diameter from small (4.4 mm) to large and massive (18 mm); they reached up to 360 mm in length. It is worth noting that feather-shaped bits were of larger dimensions. Among wooden objects with drilled holes there are some, for example the frames and cladding of boats, with clean (in terms of the cut fibers of the wood), round holes ranging up to 25 mm in diameter. The tip angle on the bits ranged on average from 35° to 45°, but there are examples with duller tips (13-15-423 measures 60°). The cutting angle of the blade typically averaged around 32°. Only small spiral bits have been found.

The upper tang part of the drill bit was placed into a wooden T-shaped handle. Most frequently, handles were made from a natural wood configuration of a thin tree trunk with a perpendicular knot. The tang was inserted into this knot. Similar handles were found in the Nerevsky dig.
The technology of creating these drill bits was the same as with other cutting tools: at the end of the iron bit, a strip of steel was welded on, from which the feather or spiral cutting edge was created. Etching of 4 bits (6-14-842, 7-10-871, 13-15-423, 7-11-1303) along the cross-section showed steel welded to the blade and subsequent heat treatment. The construction of feather-shaped bits was constant throughout the history of Novgorod crafts: a bit from the 10th century was absolutely identical in all details to bits from the 15th-16th centuries.
Drawknives [Rus. скобель, skobel’]
This universal tool for planing logs and boards was widely used by Novgorod’s carpenters and furnituremakers. Drawknives in the form of a curved knife blade with two perpendicular handles on either side of the blade were, from a construction stand-point, all universal and differed only in their dimensions. Drawknives are used by grasping the handles and pulling the knife toward the user.

1-13th cent. (13-13-950); 2-12th cent. (17-15-1012); 3-Late 12th cent. (15-21-120); 4-one-handed drawknife, late 14th cent. (6-15-835)
In the Nerevsky excavation, 18 drawknives were discovered. Amongst these, we are able to identify 2 groups: medium-sized and large drawknives (illustration 22), which differ only in terms of their size. The group of medium-sized drawknives had the following blade dimensions: width of the blade curve up to 100 mm, and curve height up to 45 mm. The group of larger drawknives had corresponding measurements up to 140 mm and 50 mm. The larger drawknives were primarily found in later layers (14th cent.), while the medium-sized ones were distributed equally throughout all layers. The construction, form, and dimensions of the drawknives and their distribution by layer is shown in Table 12.
On large drawknives, the wedge-shaped blade was 38-40 mm wide and a thickness averaging 4.2 mm, while on medium-sized knives, the width was 25-30 mm and the thickness around 3 mm. The angle of tilt between the handle and the planing surface ranged from 22° to 48°, and the cutting angle at the blade’s wedge was 15°-18°. The tangs, which were covered by wooden handles, ranged on average from 100-120 mm.

Drawknives 10-14-1259, 14-14-952, and 17-20-881 were found along with wooden handles (illustration 23), which were of the typical round (cylindrical) form, 22-24 mm in diameter. On one drawknife (17-20-881), the wooden handle had a small semicircular notch on the lower inside (side closest to the blade) for the user’s index finger.
The technology for creating drawknives was in no way different from that of other cutting tools. Macroetching of 3 drawknives (10-14-1259, 8-14-1131, 16-24-719) revealed on the cutting edge of the blades a dark stripe with a sharp transition to the typical color of ferrite (illustration 25, 1). Two of these drawknives (10-14-1259, 16-24-719) were then subjected to microstructural analysis. The microsamples from both of these tools, at the location of the dark stripe on the cutting edge of the blade, revealed steel welded to the iron base of the blade (illustration 24, 5, 6; weld seam, illustration 25, 2). The drawknife blades had been heat hardened. This structure of martensite and troostite shows that, after quenching, the blade was subjected to a short tempering.
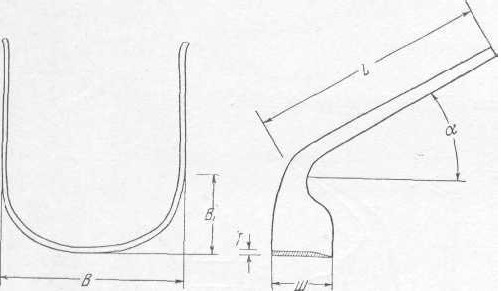
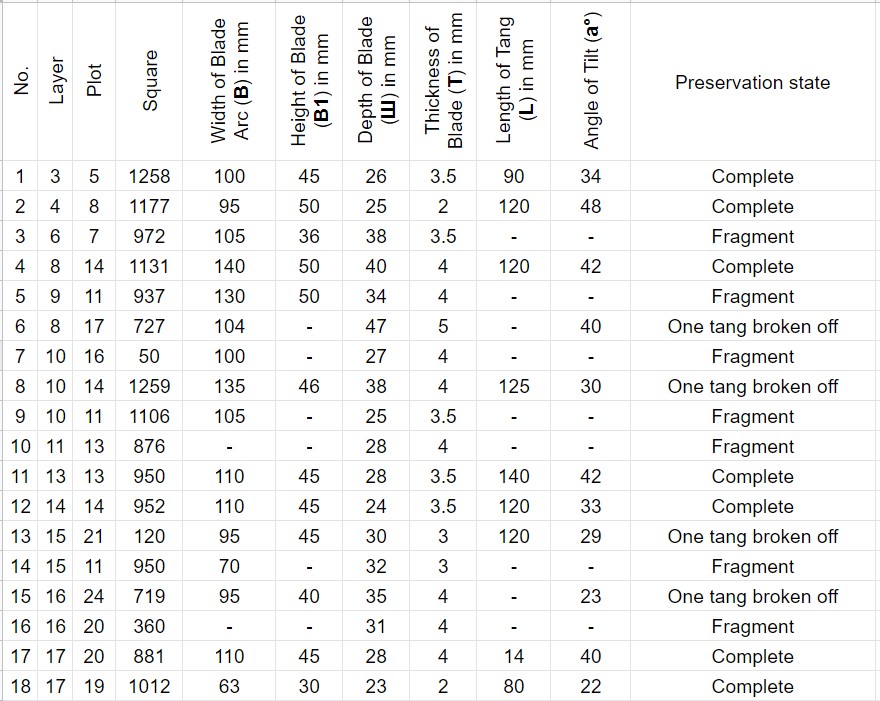
We already mentioned above that constructively- and technologically-speaking, the type of Novgorod drawknives was stable. Drawknives from the 12th century (the oldest in the collection) were identical to those from subsequent centuries, including the 15th-16th centuries.
Along with drawknives, there also exists another type of tool called a one-handed drawknife [Rus. скобелька, skobel’ka]. This was similar to other drawknives, but with a smaller blade and, most importantly, with only one handle, as it was made to be used with one hand. This tool was, and still is, widely used in coopery, for planing the seams inside tubs, barrels, vats, etc. This tool is also often used by beekeepers to clean interior spaces inside beehives. One example of such a tool was found in a layer from the late 14th century (6-15-835). It’s form and construction can clearly be seen in illustration 22, 4. The width of the blade arc was around 40 mm, with a bend radius around 20 mm. The width of the wedge-shaped blade was 25 mm, with a thickness of 3.4 mm. Above the rounded blade, a tang which would have been covered by a massive wooden handle extends at an angle of 20°. This one-handed drawknife has a steel blade.
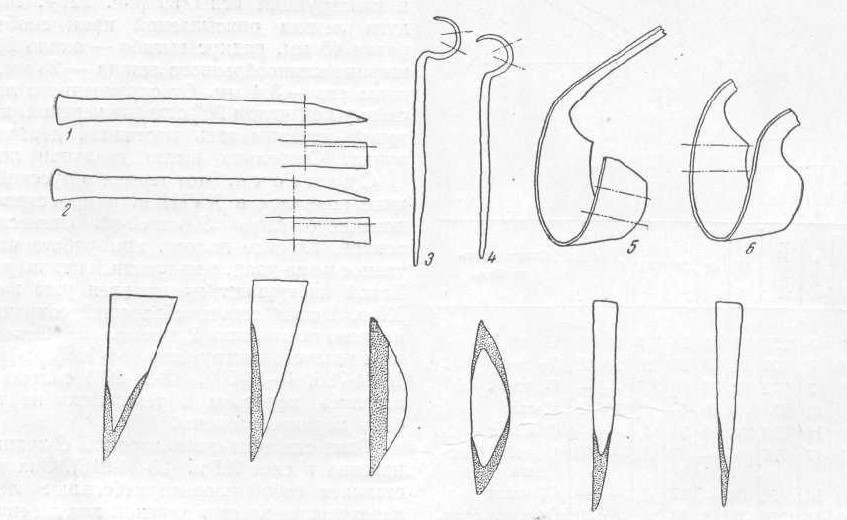
1-chisel, 12th cent. (17-18-941); 2-chisel, 13th cent. (12-13-1025); 3-gouge, 12th cent. (18-20-1047); 4-gouge, 12th cent. (18-23-158); 5-drawknife, late 13th cent. (10-14-1259); 6-drawknife, 12th cent. (16-24-716). Dark fields – steel; white – iron.

1-cross-section, drawknife, late 13th cent. (10-14-1259); dark band-welded steel blade; no magnification; 2-microstructure, drawknife, late 13th cent. (10-14-1259), weld seam; 3-microstructure, scissors, 13th cent. (11-16-282), weld seam; 4-microstructure, gouge, 12th cent. (18-23-158), weld seam; 5-microstructure, flint striker, 14th cent. (7-10-423), weld seam; 2-5-magnification 140x.
Slicks (hand-pushed chisels) [Rus. стамеска, stameska]

This term appeared in Russian technology in the 18th century and comes from the German word Stemmeisen [chisels]. A slick is a thin, flat chisel, meant to be used not by striking with a hammer, but from smooth hand-pressure. This tool was already in use by the 11th century. Only two complete examples have been found in a well-preserved condition. The remaining finds of this tool (4-6-1286, 13-10-693, 16-24-726, 18-16-509, 18-24-828) were strongly corroded and cannot be technologically characterized.
One well preserved slick was found in an 11th-century layer (23-24-916) It has a small, flat blade which leads into a tang for a wooden handle (illustration 26). The tool’s overall length was 133 mm, with a 55 mm blade. The remainder of the length was the handle tang. The blade was 4.8 mm thick in the upper section, and 3.2 mm near the cutting edge. The blade was 16 mm wide at the cutting edge. The blade was sharpened on one side (as are modern slicks) with a straight bevel. The cutting angle of the blade was around 27°. The second complete example was found in an early 12th-century layer (19-14-680). Its construction is completely the same as the 11th century slick above. Its overall length was 120 mm, with a 70 mm long blade; the blade thickness was 4 mm, and it was 13 mm wide. The 11th century blade had a welded steel edge.
Gouges [Rus. резец, rezets]
These tools were used by wood-turners and ladle-makers to create internal recesses. The only differences between hook-shaped turning gouges and hand gouges were the length of the tool and the size of the handle. The wooden handles on turning gouges were always longer and thicker so that they would be easier to hold them against the machine carriage. In addition, gouges intended to create wider recesses had an elongated body (for example, gouge 6-9-1239). Hand gouges (also called spoon gouges [Rus. ложкарка, lozhkarka]) had handles which were thinner and smaller, to be more easily held in the hand.

1-12th cent. (18-23-158); 2-12th cent. (18-27-272); 3-10th cent. (27-28-1096); 4-late 14th cent. (6-9-1239)
In the Nerevsky dig, 9 examples of hook-shaped gouges for inner recesses were found. They were all of a single type of construction, but they were found in various layers from the 10th to the 14th inclusive. The construction of a gouge was relatively simple. An iron rod would have a flat, thin, steeply-curved, tongue-shaped end with a two-sided blade (illustration 27). This construction was technologically the most efficient and survived to modern day. Even today, hook-shaped gouges are the only tool used in wood-turning in order to create inner recesses.[31]Chesnokov, V.I. Tokarnoe proizvodstvo po derevu. Moscow, 1939, p. 48.
The construction, form and dimensions of gouges and their distribution by layer is shown on Table 13. The cutting angle on these gouges measured around 32°.
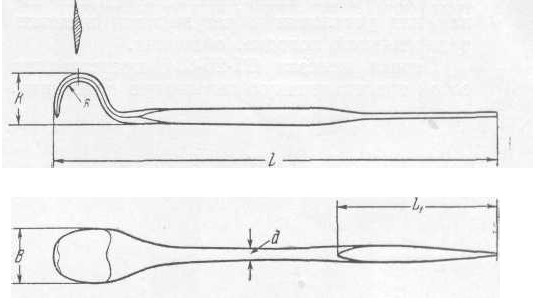
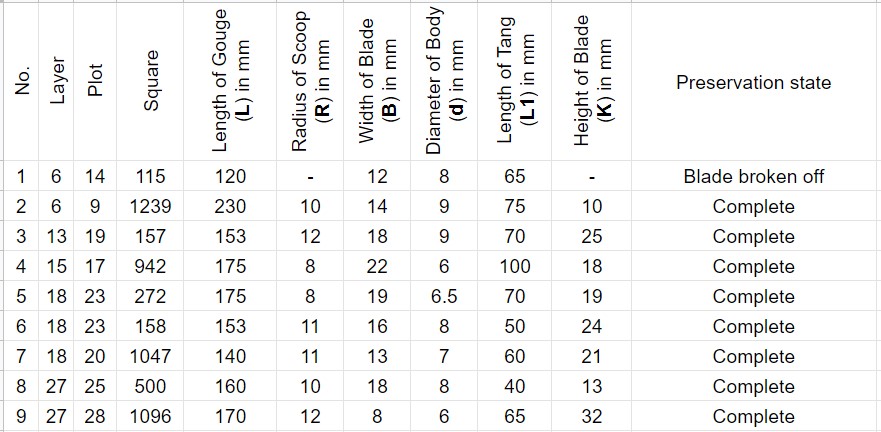
The technology for creating gouges was studied on 3 examples. Two gouges (18-20-1047, 18-23-158) were subjected to microstructural analysis, and one (6-9-1239) was examined using macroetching. The microsections were taken from the blades. The microstructural analysis revealed two technological methods used to create the gouge blades. On gouge 18-20-1047, the blade was two-layered, that is, consisted of two layers of metal, one iron and one steel (illustration 24, 3). The steel layer was 1.1 mm thick, and was laid against the entire width of the blade, and was welded to the inner side of the blade hook and extended to the gouge’s cutting edge. Gouge 18-23-158 had the typical method of welding a steel blade to an iron body (illustration 24, 4; weld seam, illustration 25, 4). These gouges were heat treated. The structure of martensite found on both gouges shows that both blades were hardened.
Cooper’s croze blades [Rus. уторная пилка, utornaja pilka]
In the cooperage industry, widely spread in Novgorod since its earliest days, this was a specialized instrument for creating crozes [Rus. утор, utor], an interior groove into which the “heads” (barrel ends) were inserted. This tool is called a croze[32]jeb: the English word “croze” can mean either the groove inside the barrel, or the tool used to gouge out these grooves. [Rus. уторник, utornik]. Its primary working feature was its small blade, an iron “file” [Rus. уторная пилка, utornaja pilka, or железка, zhelezka, “piece of iron”] which carves out the groove.
Two such iron files were found in Novgorod. One of these, found in an 11th century layer, had a smooth cutting blade, while the other from the 13th century had a serrated blade. Only the cutting parts were found for both of these crozes, with well preserved metal parts. The tail sections of the tools, intended for positioning and controlling the blade inside the wooden barrel, were broken off.
Illustration 28: Cooper’s croze blades.
1-11th cent. (21-26-834); 2-13th cent. (13-13-987)jeb2: Photo of an artisan’s croze, for comparison. Photo in public domain.
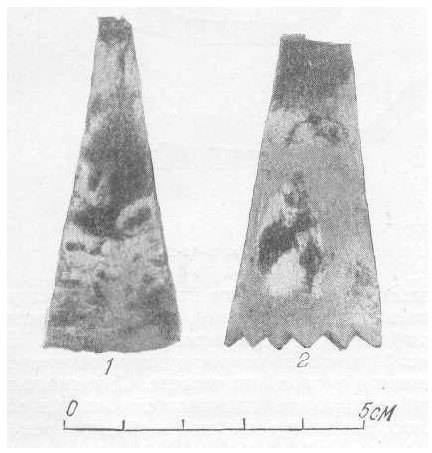

The first croze blade (21-26-834) was an elongated, trapezoidal plate with a sharp rounded blade at the bottom and a tail at the top. This blade was 55 mm long, 23 mm wide at the cutting edge, and 3.4 mm thick (illustration 28, 1).
The second croze blade (13-13-987) was also a trapezoidal plate with teeth at the bottom and a tail at the top (illustration 28, 2). This blade was 53 mm long. The cutting edge was 26 mm wide, with 6 teeth. The tooth interval was around 5 mm. This flat blade was 4.4 mm thick. The blade narrows at is approaches the teeth, just as with the first croze blade. The teeth are cut into this sharpened edge. The teeth are not placed in a straight line, but rather along a curve with a radius around 10 cm. Both crozier blades were made completely of steel.
Curled chisels [Rus. фигурное долото, figurnoe doloto]

1-11th cent. (21-23-406); 2-12th cent. (17-19-1012)
In order to create various kinds of rounded or deep notches, especially when carving wood, chisels with curled or rounded blades were used. Two such chisels were found in Novgorod.
One of these chisels was found in a layer from the 11th cent. (21-23-406). It measures 148 mm in length, while the width of the curled, arch-shaped blade is 22 mm. The rectangular bar (measuring 12 x 8 mm toward the top) led to a socket that was 24 mm wide, into which a wooden handle would have been placed. The top of the second chisel, found in an 11th century layer (17-19-1012), has broken off; as a result, it is difficult to say whether it may have had a socket, or if it was completely made of metal. This iron bar (preserved length, 120 mm) has a cross-section of 10 x 11 mm, leading to a wide rounded blade that is 20 mm wide. Macrostructural etching of the latter blade revealed that a steel blade was welded to the cutting edge.
Shaped gouges [Rus. резец фигурный, rezets figurnyj]
In Novgorod, large numbers of wooden items, including boats, buildings, furniture, spoons, bowls, etc., were often covered with carved designs with intricate patterns. In order to create flat, relief, or raised carvings, the sculptor would have used knives: common and specialized, flat slicks and shaped gouges. Examples of all of these tools have been found in Novgorod.

1-12th cent. (19-21-855); 2-late 13th cent. (10-15-278); 3-late 14th cent. (6-12-255)
Three hand gouges for carving wood were found in layers from the 12th, 13th and 14th centuries. The first gouge was well preserved (10-15-278), and is in the form of a metallic bar, 6 x 4 mm in cross section, with a knee-shaped bend, a blade on one end, and a tang for a wooden handle on the other (illustration 30, 2). The blade is in the shape of an inverted letter “П” (P) with rounded corners, 7 mm wide and 5 mm deep. The length of the rod and blade is 45 mm, leading to the handle tang.
Another similar gouge was found in a later from the late 14th century (6-12-255). The width of the blade (in a semicircular shape) was 8 mm, with a depth of 3.1 mm. At one end of this gouge’s round bar (4 mm in diameter, and 50 mm long) is a cutting blade, and on the other, a knee-shaped bend with a tang for a handle. The overall length of this gouge is 130 mm (illustration 30, 3).
The third shaped gouge (19-21-855) had a long bar which was partially broken (the handle tang has been lost). At one end of the long, bent, round bar (8 mm in diameter) there is an inverted “П” shaped blade, 16 mm wide and 5.5 mm deep (illustration 30, 1). The round bar is 305 mm long, but given that the tang has broken off, it is not possible to say anything definite about the construction of this gouge. The method of its creation is easily visible. The end of the iron rod was forged into a thin shovel shape, fading into the shape of the blade, and then 2 plates of steel (or rather, one sheet, folded in half) was welded to the top, such that these welded steel plates extend as the cutting edge of the blade. The blade was then curled into the П-shaped, smooth, curled form, sharped on a grindstone, and heat treated. Illustration 31 shows the macrostructure of the bundle of the blade in a longitudinal cross-section.[33]jeb: Unfortunately, illustration 31 is not visible in various copies of this article I found online. This kind of gouge was used with a very long bar to create deep gouges in relief and raised carvings.
Nail pullers [Rus. гвоздодёр, gvozdodjor]
This tool is hammer-shaped (illustration 32). The tool’s head consists of a striking head for driving nails, and a smoothly-curved bifurcated claw for pulling nails. A short iron handle (or later, a tang) was firmly connected to the head. This tang was attached to a long wooden handle. In the Nerevsky dig, 9 such nail pullers were found in layers from the 13th and 14th centuries. The dimensions of these tools and their distribution by later can be seen on table 14.

1-14th cent. (8-11-1304); 2-13th cent. (11-11-505); 3-16th cent. (0-8-122); 4-late 11th cent. (20-20-471)

The peculiar standardization of tools of this type is worth attention. In 9 out of 10 of the examples found, the length of the head was within a few millimeters of 90 mm. The length of the handle/tang ranged around 180 mm. The dimensions of the faces and claws of these tools’ heads were also almost identical. All of these tools were made of raw iron.
In a 13th century later, a singular iron nail puller head was found, which was affixed to a massive wooden handle (13-20-136). The head dimensions were: length, 118 mm; face, 25×24 mm; width of the claw, 32 mm; eye for the wooden handle; 28×12 mm. On either side of the eye there was a protrusion (“cheeks”) for fastening the head to the handle with nails (illustration 33).
In addition, there was another type of nail puller, as seen in Illustration 32, 4. Three examples of this type of nail puller were found in layers from the 11th-14th centuries (20-20-471, 22-27-180, 6-13-163).
In the 16th century, the construction of nail pullers changed. In order to strengthen the iron handle, they were no longer riveted to the head, but instead were formed as part of the head, which increased the cross-section of the rod (illustration 32, 3). Two hammers of this type were found in a layer from the second half of the 16th century (00-4-1249, 0-8-122).
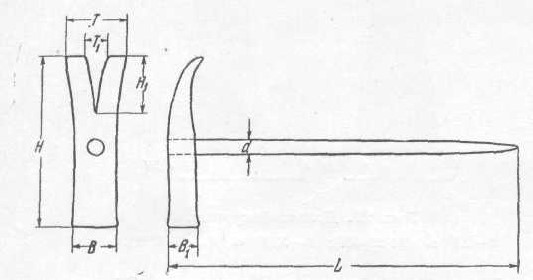
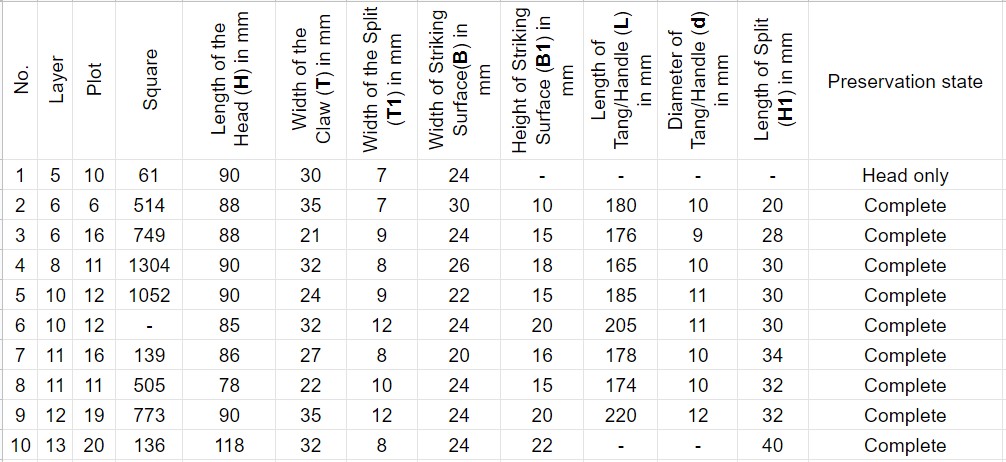
Universal Tools
Knives [Rus. нож, nozh]
Throughout all history of human culture, including up to modern day, the knife, a cutting tool, has been the most universal and widespread of hand tools. Depending on the level of technical development, knives have been made of flint, copper, bronze, iron, and steel. By the 10th century in medieval Rus’ and later, knives were always made with heat-treated, steel blades.
Amongst all Russian antiquities, knives are always and everywhere the largest set of finds of hand tools. In Novgorod’s Nerevsky dig, 1444 knives were found. This number includes 109 complete examples with bone and wood handles, 1130 complete knives with tangs but no handles, and 205 broken knives in various levels of preservation.
Knives were distributed equally throughout the cultural layer, but in any given layer, they were usually concentrated in groups inside or nearby destroyed buildings. Knives were distributed by layer as follows: 27th layer – 26 items, 26th – 29, 25th – 41, 24th – 42, 23rd – 30, 22nd – 27, 21st – 42, 20th – 39, 19th – 39, 18th – 42, 17th – 54, 16th – 57, 15th – 55, 14th – 51, 13th – 76, 12th – 85, 11th – 61, 10th – 69, 9th – 69, 8th – 47, 7th – 52, 6th – 48, 5th – 46, 4th – 27, 3rd – 12, 2nd – 4, and 1st – 4. This list represents 1229 knives; the remaining 215 were found in excavations from the 15th-16th century, which in 1955 were not yet been uncovered.
The Novgorod collection of knives, which is exceptional in its quantity and preservation of finds, allows us to make a number of observations related to the evolution of their construction and the functional differences of type, as well as to follow the changes in the technology of their production.
In the earliest type of Novgorod knife, the blade was narrow, wedge-shaped, and of elongated proportions, austere of outline, and either small or medium in size (illustration 34, А). Blades were never more than 14 mm wide. Knives were always wedge-shaped in cross-section, with a rather wide back (butt). The relationship between the width of the blade and the thickness of the butt did not exceed 3:1 when the knife was new. The blade spine was either straight, or sometimes was a bit rounded at the end of the blade, giving the knife a dagger-like appearance. The length of most knives’ blades was within 70-80 mm, but some knives existed which had blades as small as 40 mm and as large as 120 mm. The knife blades were always set into a long, solid wooden or bone handle, which was longer than the knife blade, and was rarely shorter than 100 mm. This form of knife was characteristic and the only form found from the 10th, 11th, and early 12th centuries.

Group A – 10th-12th cent.: 1 – 19-26-846; 2 – 24-23-493; 3 -26-28-1016; 4 – 25-27-1016; 5 – 25-28-1067
Group Б – 12th-13th cent.: 6 – 16-17-1067; 7 – 20-23-1064; 8 – 14-16-1039; 9 – 12-18-237; 10 – 17-20-406; 11 – 16-17-940
Group В – 14th-15th cent.: 12 – 5-7-1235; 13 – 7-10-912
In the early 12th century, there was a very rapid change in the construction of knives and of their technology. The wedge-shaped blades became wider and significantly thinner (illustration 34, Б). The relationship between the width of the blade and its thickness increased to 1:6 or higher. The width of the largest blades was 18-20 mm. Both the blade length and the overall knife length became longer, compared to knifes from the 10th-11th centuries. The spine of the knife was typically straight. The blade rarely was bent at the end, but examples do exist. The wood or bone handles became shorter. The technology of creating the blade also changed.
Toward the middle of the 12th century, the narrow, elongated knives with thick butts of the 10th and 11th centuries completely fell from use. In the second half of the 12th century, the type of wide-bladed thin knives became primary, and in the subsequent centuries, it changed only in a few elements of its construction.
In the late 13th century, knives became even thinner, wider and flatter. The overall length of the knife blade also increased (illustration 34, В). In cross-section, the blades of these knives became a strongly flattened wedge.
Illustration 35: Macroetching of knives. Dark bands on the blades are welded steel.
1 – 5-7-1252; 2 – 5-8-1215; 3 – 5-8-1215; 4 – 11-12-906; 5 – 12-12-604; 6 – 17-19-423Illustration 36: Chronological table of knife technological patterns. White – iron; black – steel.
jeb: Translation: Ярусы – layers
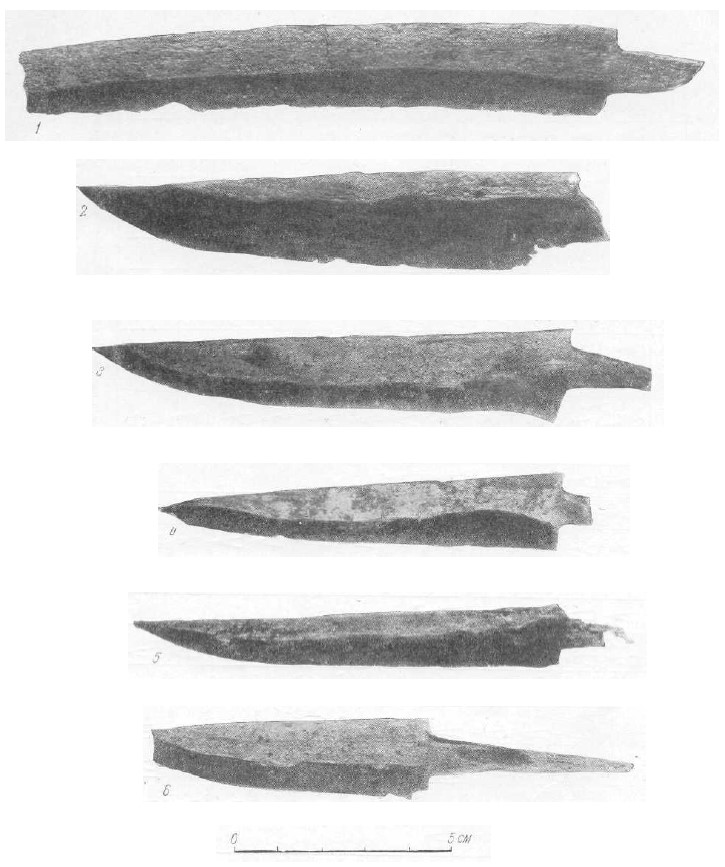
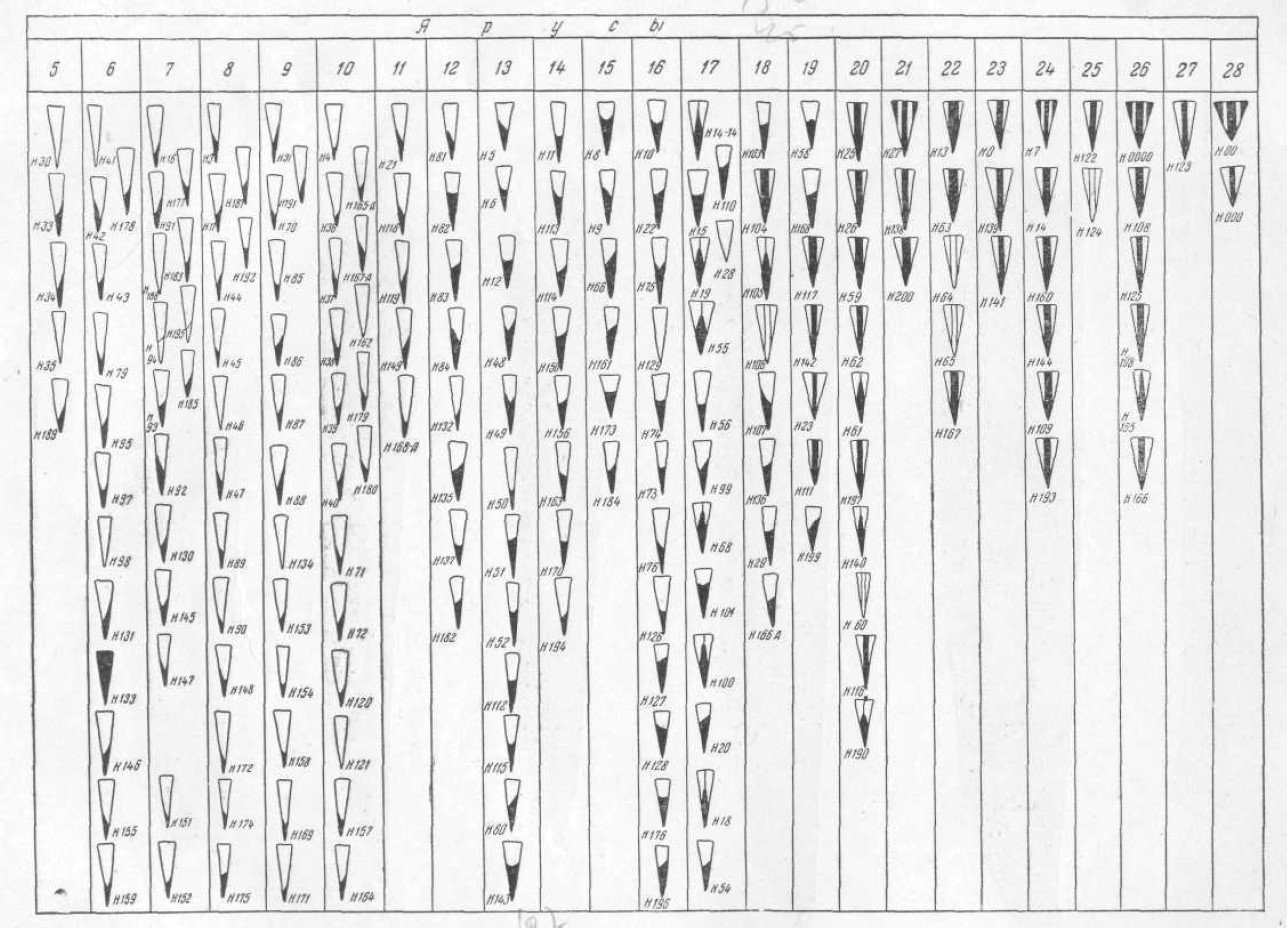
The change in the types of knives was tightly associated with the technology used to create them, or more correctly, the technology of production determined the knife’s construction. Structural analysis was conducted on 304 knives, of which 195 were subjected to microstructural analysis, and macroetching was performed on 109. Our presentation here will be based on the results of the microstructural study, as the 109 examples subjected to macroetching always supported those conclusions (illustration 35). The knife examples which were subjected to metallographic analysis were selected from all layers, starting from the 28th (the oldest) to the 5th (most recent).
As a result of this massive structural study, several technological patterns for the production of knives were revealed. These patterns followed a strongly chronological sequence (illustration 36).
The oldest technology used to create knives was the technique of welding knives from 3-5 layers. This technology was found on 41 samples. The overwhelming number of these examples came from the oldest layers – from layer 28 to layer 20, inclusive. In these layers, with the exception of the 20th where 3 transitional techniques were also found, this was the only method in use. In total, 35 knives were found with multi-layer technology, and the remaining 6 were found in layers 19 and 18 alongside knives created using a different method. All of the multi-layered welding techniques were found only on knives of the oldest type – narrow, wedge-shaped blades with elongated proportions.

1-Three-layered knife, 10th cent. (28-32-199)
2-Five-layered knife, 10th cent. (26-31-134)
The five-layer method of creating knives, previously unknown to us, was discovered on 4 examples (28-33-124, 26-31-134, 24-30-780, 21-27-800). The center of the blade was a high-carbon, heat-treated layer of steel (illustration 37, 2). On either side, layers of iron were welded to the steel, and then there were additional layers of heat-treated steel. Three-layer blades had the normal method of a steel layer in the middle, surrounded by layers of iron (illustration 37, 1).
Without stopping to describe in detail the technique for producing multi-layer knives,[34]We have already described these techniques in detail, cf. Kolchin, Chernaja metallurgija…, pp. 74-81. we should note that in this laborious technique, a knife blade was made from a multi-layer packet of metal blanks by grinding it down using a grinding wheel.
The technique of welding played a large role in the construction of multi-layer knives. As shown by our microstructural analysis, this technique was already well developed by the 10th century, allowing a smith to weld the thinnest layers of steel and and iron, reaching a width of 0.5 mm on completed items. Illustration 38 shows the microscopic structure of 10th-11th century 3-layer knives.

Dark layers – steel; light layers – iron.
1-late 11th cent. (20-25-824); 2-10th cent. (27-25-499); 3-10th cent. (24-26-1017); 4-11th cent. (24-28-887); 5-11th cent. (24-25-??); 6-late 11th cent. (20-22-862)
In the 19th and 18th layers, that is, in the early 12th century, a new technology appeared of welding a steel edge onto an iron knife blade (illustration 39). The technology of using multi-layer welds disappears. At this time (20th-17th layers), a transitional technique appears, in which the central steel layer is still constructively positioned the same as in the previous technology, but is welded only to the lower part of the blade. In this mechanical operation, blade grooves were replaced by blacksmith forging, which greatly simplified production. But, in the second half of the 12th century, this technique was also abandoned.

1-butt welding technique; 2-oblique welding technique
white (Б) – iron; black (A) – steel
A new technique of welding steel edges onto iron blades became the basis for all subsequent centuries. But even this underwent changes with the development of craftsmanship and the Russian economy as a whole. In the 12th and 13th centuries, the welded steel section of the blade was large, significant and made up no less than 1/3 of the blade cross-section. At that time, the technology of butt-welding blades was predominant. In the late 13th century, the volume of steel on the blade became smaller, and in the 14th and 15th centuries, the steel edge was welded on only as a thin sheet, typically to one side of the knife blade; that is, they used the technique of oblique-welding, which was simpler than butt welding. The steel part of these knives made up no more than 1/5-1/7 of the cross-section of the knife. These knives were also relatively short-lived; the steel weld on these quickly wore down. Of the 80 knife blades we studied from the 12th-13th centuries, the steel blade was found on 78 examples; of the 78 knives we studied from the 14th-15th centuries, there were 9 examples made entirely of ferrite, that is, on which the steel blades had completely worn away, rendering the knife unusable.
Although, as we can see above, the construction of knives became poorer over time with the development of the economy and the rise of mass production for the market, the craftsmanship used to great these wares (for example, welding and heat treatment) remained at their previous level, or even got better over time. The weld seams on knives from the 12th-14th centuries were predominantly thin and clean (illustration 40), which suggests a high level of welding skill. The quality of steel had fallen somewhat since the 10th-11th centuries, but was nevertheless still high. Annealing of 20 knives from the 12th-14th centuries revealed that the steel on these welded blades was uniform, with small quantities of non-metallic inclusions, and was high-carbon, with carbon contents ranging from 0.5-0.9%. But, it is worth noting that the iron on the knives from this time is occasionally of decidedly low quality, and therefore does not compare to 10th-11th century knives.

1-14th cent. (8-13-1115), 2-13th cent. (12-10-651), 3-13th cent. (11-218-779), 4-late 12th cent. (15-12-706), 5-late 14th cent. (6-10-1142), 6-13th cent. (12-19-784)
All of the welded knife blades, as with the multi-layered blades from the 10th-11th centuries, were heat treated. We predominantly find structures of martensite, indicating that the knifes were quenched in water. We sometimes find structures of martensite and troostite, which indicates that the hardened knife was then subjected to a small amount of tempering. The hardness of these hardened knives ranged from 54-56 units on the Rockwell scale, that is, was relatively high if you consider that the hardness of modern everyday knives rarely exceeds 48 Rockwell units.
It is interesting that our structural analysis was even able to reveal spoilage in medieval blacksmith production. On 7 knives (7-11-329, 7-9-1262, 18-23-281, 20-00-701, 22-19-663, 22-27-171, 25-29-799) while using the typical methods characteristic of each item’s time, instead of steel, we find pure iron welded in place. This spoilage occurred when the smith grabbed the wrong material, and welded on an iron plate instead of a steel one. For example, on knife 22-27-171, which was made using the multi-layered technology, in the middle of the knife blade there is a band of iron rather than steel. Such a knife would have been unusable.
Thus, the following picture of the evolution of form and technology for medieval Russian knives appears. Toward the end of the 1st millennium CE, based on many centuries’ experience, the construction of multi-layered knives was created, with a high level of smithy technology and heat treatment. This construction was the most rational out of all possible variants. In the middle of the blade, there was a layer of steel, quenched into martensite (a structure of steel with a high degree of hardness), thanks to which the blade was sharp and resistant. The layers of iron on either side of the knife blade gave it strength and ductility. This type of knife could have been used until the blade was completely ground away, since throughout its life, the cutting edge would have been hardened steel (illustration 41). Novgorodian smiths in the 10th and 11th centuries created knives using only this construction.

1 – 25-29-272; 2 – 25-29-167; 3 – 24-28-261; 4 – 25-26-398
In the first half of the 12th century, with the development of the Russian economy and expanding sales of urban handicrafts, blacksmiths, providing mass production of their work, “streamlined” the construction of knives and simplified their technology. They began to create knives with only a welded-on steel blade. At this time of war between old and new technologies, there appeared a simplified variant of the multi-layered technological method, where a steel strip was welded only to the lower part of the blade, replacing the mechanical operation of splitting the blade during forging. But even this technology could not withstand the competition from the new, “streamlined” technique, and in the second half of the 12th century, it completely disappeared.
A simplified technique of butt welding the blade to a new form of knife blade existed in the 12th and 13th centuries without modification, but in the second half of the 13th and early 14th centuries, this technology again became cheaper through the reduction of the quantity of steel welded to the blade through the use of oblique welding. The foundation of iron knife blades in the 14th-15th centuries became even larger. Knives became, in general, larger and more solid than in the 12th and 13th centuries.
To conclude this review of the typology and technology of knives, it is important once again to note that the simplification of technology used to create knives starting in the early 12th century, leading to a reduction in quality, occurred as the result of interior causes of the development of the Novgorod economy. The production of multi-layered knives was laborious and expensive, but the booming market, in particular that of the countryside, required a large quantity of cheap, mass produced products.
We do not observe any loss of secrets, decline in technical culture, or impact of other exterior factors on the craftsmanship of Novgorodian smiths. All of the older technological operations, methods, and constructive principals remained the property of these artisans. The technology of multi-layered welds continued to be used where necessary in later centuries, creating iron and steel of a high quality. For example, multi-layered blades are sometimes seen on scythes, tools, weapons and other items in the 12th-14th centuries.

Left column: woodworking knives; Right column: utility knives
Knifes had a few constructive differences, based on their intended use. Knives may be divided into a few types based on their functional intent (illustration 42; illustration 43): household – kitchen; 2) household – table; 3) working – carpentry, coopery, and general woodworking; 4) working – bone carving; 5) working – leatherworking; 6) medical – surgical; 7) working – miniature; 8) combat – boot knives [Rus. засапожник, zasapozhnik].
Let’s briefly review each type of knife in detail. The kitchen knife is one of the largest types of knives from medieval Novgorod. They characteristically have straight handles – the handle’s axis runs parallel to the straight spine of the blade (illustration 43, Ж). The handles were made from wood or bone, typically without any kind of decoration.
Table knives differ from kitchen knives by the size of the blade: they were bigger and more elongated. They are also differentiated by the finish of the blade and handle (illustration 43, Д). Their bone and wooden handles were decorated with every possible kind of carved ornamentation and metallic bolsters (illustration 43, Е).
Carpentry knives are characterized by their curved blades and handles (reminiscent in shape to modern garden knives). The handle axis always runs above the pointed tip of the blade (illustration 43, Л). These knives came in various sizes, with wooden or bone handles. Extended working on wood left on the blades of these knives signs of wear: all of these knives had significant notches in the middle of the blade.
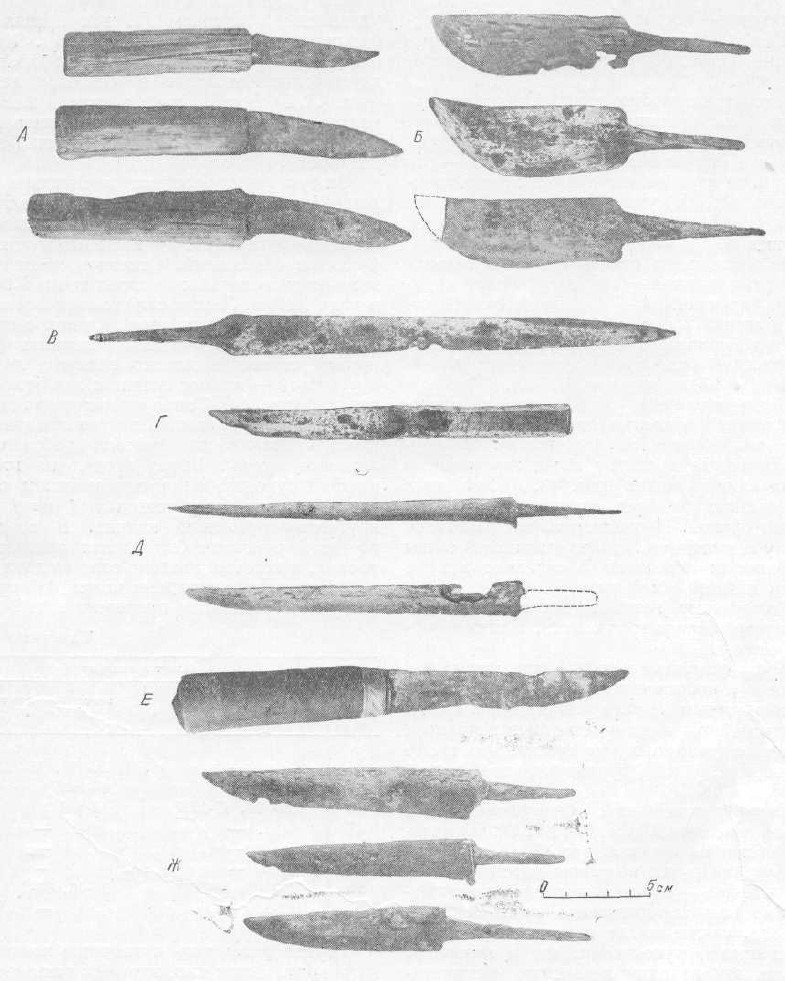
А – woodworking (12-13-1088, 14-12-985, 16-17-1057); Б – leatherworking (10-16-1213, 7-4-599, 8-14-1214); В – combat / boot knife (6-9-1228); Г – scalpel (9-13-1230); Д – table (13-19-1174, 00-00-00); Е – table, with a silver bolster (00-00-00); Ж – common household
Bone carving knives are distinguished by the small size of their blade and handle, as well as by the shape of the blade point.
Leatherworking knives always had massive, wide, short blades with smoothly rounded blade points (illustration 43, Б). Twenty-four examples of these knives were found in shoemakers’ workshops, which also underlines their functional intent.
A scalpel was found in a layer from the first half of the 14th century (9-13-1230). It was made completely of metal (illustration 43, Г), that is, a metallic handle was welded to the blade. The blade had a steel edge welded to it. Scalpels from the 18th-19th centuries also were always made with metallic handles, allowing us to classify this find as a surgical tool (a knife used for amputations).
Specialized small knives with miniature blades (lengths of 30-40 mm) were used for some unidentified craft.
Combat knives always had large, elongated blades, and as a rule had large bone handles. The end of the 20-40 mm blade had a two-sided stabbing and cutting blade (illustration 43, B). Combat knives were carried in hard leather sheathes which were hung from the belt or thrust into a boot (“boot knives”).

1-late 11th cent. (20-22-308); 2-late 11th cent. (20-24-864); 3-late 12th cent. (15-22-134)
A special group is made up of folding, double-bladed knives. In all, 6 metallic blades were found, 3 of which still had their bone handle-cases. Most of these finds were located in layers from the late 11th-early 13th centuries. The blade of a folding knife consisted of an elongated metallic body with a hole in the center. One half had a straight spine and a smoothly curved blade, while the other had a straight blade and a curved spine. Near the hole where the pin which fastened the blade to the handle was located, there were 2 notches used to lock the blade in place while working. The notch would run up against a second pin inside the handle, preventing further circular rotation of the blade. In the center of the handle, there was an elongated notch which would contain one or the other side of the blade. The distribution by layer and locations where these knives were found is shown on table 15.

It is difficult to determine the intended use of knives of this type. It is possible that they were an early type of razor, but this is contradicted by the too large cutting angle of the blade and the bone handle, which would have been quite inconvenient for shaving.
Razors [Rus. бритва, britva]
Prior to the Nerevsky dig, nothing was known about medieval Russian razors. Razors are a special type of knife used for removing hair, and appeared in the deep past, most likely in the Neolithic Age. They were widespread during the bronze and iron ages, and were widely used in antiquity.[35]Flinders Petrie, op. cit., p. 48. We know from icons and other monuments of depictive art from medieval Rus’ that in the 12th and 13th centuries, it was in fashion to shave one’s beard and moustache. And, it was in layers from the 13th century that 10 razors were found in the Nerevsky End. They may be divided into two types, based on chronology and form (illustration 45).

А – razors of the first type: 1-13th cent. (14-17-1024); 2-13th cent. (13-17-297); 3-13th century (13-17-288)
Б – razors of the second type: 4-13th cent. (12-14-453), 5-13th cent. (11-13-1044); 6-late 13th cent. (10-11-974)
The first type is composed of small razors with leaf-shaped handles, enclosed in an iron case. These razors were found in a layer from the first half of the 13th century (3 examples). The second type brings together larger and more technically advanced razors fixed on axles in wooden or bone handles. Razors of this type were found in a layer from the second half of the 13th century (7 examples). The dimensions and distribution by layer for the first type of razor is shown in table 16, and for the second type in table 17.
Table 16: Razors of the First Type Table 17: Razors of the Second Type
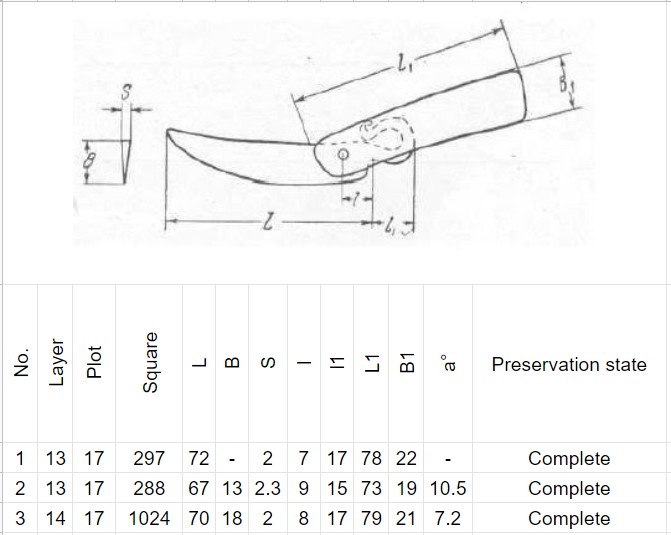
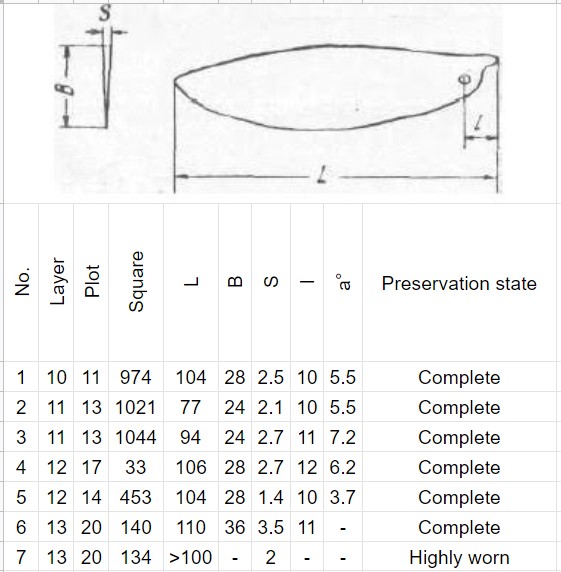
Razors of the first type with their smooth, arched blades were loosely fixed by a rod to the iron case, which was made up of two side walls. There was no mechanism to fix secure the blade into one position, and the razor was able to rotate a full 360° (as with modern razors). In the mid-13th century, these razors were replaced by a better design. Their think arched blades freely rotated on a pin inserted into a wooden or bone handle. Razors of this construction draw attention to the sharpness of their blades. These wedge-shaped blades had a cutting angle around 5-6°; on razor 12-14-453, this reached 3.7°.
The technology for making these knives was quite rational. We technologically examined razors 10-11-974 and 11-13-1044. We looked at the cross-section of the surface of the blade using etching. One these examples, the wide, thin blades were made of iron, with a strip of steel welded to the edge of the blade. The width of the steel blade on both razors was around 7 mm. Both of these steel edges were heat treated.
While characterizing the quality of these knives, it is worth noting that razor 11-13-1044, which we honed after creating our cross-section sample, cleanly and easily was able to remove dry hair from my arm. It would be easy to shave with such a blade today.
Scissors [Rus. ножницы, nozhnitsy]
Like knives, scissors belong to a class of universal tools, widely used in everyday life and in technology. Novgorodians widely used knives in their crafts and in their homes starting in the earliest times, that is, the middle of the 10th century. In Rus’, there were two types of scissors: spring scissors [Rus. пружинные ножницы, pruzhinnye nozhnitsy] (similar to modern-day sheep shears) and articulated scissors (Rus. шарнирные ножницы, sharnirnye nozhnitsy]. Both types are found among Novgorod’s antiquities. In the Nerevsky dig, 73 examples of scissors were found. The most common type, equally distributed throughout all strata of the cultural layer (that is, used equally across all centuries), was the spring type of scissor (61 examples). Articulated scissors, which are known to have existed in Rus’ since the 10th century, became most widely distributed in Novgorod starting in the 13th century. Nine of the total of 12 examples of articulated scissors came from a 13th-century layer. In addition, 1 example was found in a mid-9th century layer (23-27-236), one in a 14th century layer (8-12-1023), and one in the 4th layer (jeb: mid-15th century). The shape and construction of both types of scissors will be reviewed one at a time.
The construction of spring scissors and their distribution by layer is shown in Table 18.
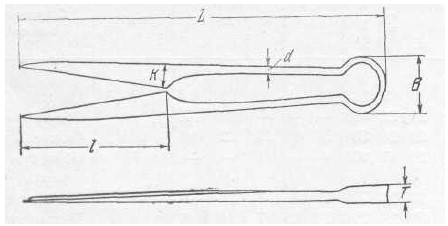
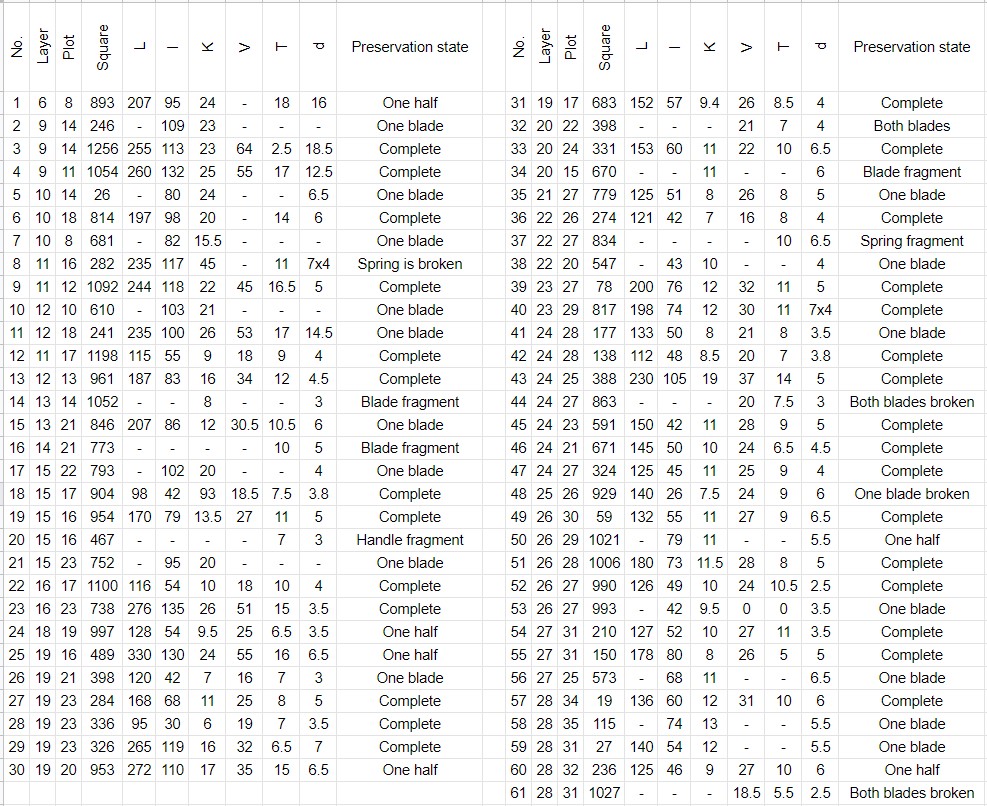
The overwhelming number of spring scissors are elongated, with narrow blades and thin rods, and cutting blades extending from massive spring rings (illustration 46). Their dimensions vary greatly: the shortest pair in our collection are 95 mm long, while the longest are 330 mm. The construction of the cutting edges and the blade profiles are absolutely the same as on modern scissors. The cutting angle ranged from 34-50°.
It is not possible to make out any chronological, functional, or even constructive differences between these scissors. It is only possible to suppose that the smallest examples (15-17-904 [illustration 46, 9], 19-23-336, 24-28-138, etc.) were used in the home, for example for toiletry. Medium-sized scissors were also likely used in the home, while the largest examples (19-20-953, 19-23-326 [illustration 46, 1], 19-16-489, etc.) were used by tailors, felt-makers, and other artisans.

1-12th cent. (19-23-326); 2-13th cent. (11-12-1092); 3-13th cent. (12-13-961); 4-11th cent. (24-25-388); 5-11th cent. (23-29-817); 6-12th cent. (19-17-683); 7-13th cent. (13-21-1501); 9-late 12th cent. (15-17-904); 10-10th cent. (6-27-990)
It is possible to make out a few distinctive characteristics for some scissors from the 10th and 11th centuries. First of all, they have wide blades with blunt (abruptly rounded) ends. Secondly, they may have one or three loops with small rings, always located on the spring end. Thirdly, they sometimes have 2 tin-coated ornamental protrusions, located on the blade rods. I would reiterate that these are only a few characteristics, and not required. There were also different types of scissors found from both the 10th and 11th centuries.
Quite frequently, spring scissors (especially small and medium sized ones) were decorated. Ornamental designs were sometimes created on the rods, in linear or spiral patterns (for example, 27-25-573, 19-23-326 [illustration 46, 1], 27-31-150). The transition between the blade and the rod was either stepped, or was arched with a small tongue. Finally, these scissors were frequently tinned, that is, coated with lead-tin pewter alloys.
The form and dimensions of articulated scissors and their distribution by layer is shown on Table 19.

Aside from 8-12-1023, all articulated scissors are constructively completely the same (illustration 47): they have two halves, each consisting of a blade and a handle, joined together with a hinge (a pin or rivet). One characteristic trait for all early medieval Russian articulated scissors are their handles. For all of these handles, the bar is merely bent into an oval ring, which is not welded to the bar. Only in the 14th century did scissors with solid welded and rounder rings (illustration 47, 6) appear in Novgorod.
Articulated scissors were most likely typically used in the home. We can tell this from the fact that, in Novgorod, the scissors we found were always richly decorated with lines, dots and other patterns, and were all roughly the same size. One exception is a large pair of tailor’s scissors (13-16-963) used for cutting heavy fabric, felt, etc.

1-13th cent. (13-16-963); 2-13th cent. (14-21-134); 3-13th cent. (11-11-524); 4-13th cent.; 5-13th cent.; 6-14th cent.
Based on a structural analysis, we studied the technology used to create 22 examples of scissors. We conducted a microstructural analysis on 8 examples (11-16-282, 13-16-963, 14-21-773, 21-27-779, 22-27-834, 19-23-326, 27-25-573, 28-31-27), studying both the blades and springs. 14 samples were wholly subjected only to macro-etching analysis (27-31-150, 15-17-904, 16-23-738, 9-11-1054, 13-21-846, 19-16-489, 10-18-814, 18-19-997, 12-13-961, 14-21-134, 13-16-963, 15-22-793, 6-8-893, 26-27-990).
The micro- and macrostructures on all samples revealed the technological method of welding steel blades to iron foundations on scissors (illustration 48). This typical medieval Russian method of producing scissors changed appearance somewhat over the course of time. On scissors of the 10th, 11th, and part of the 12th centuries, the steel strip on the blade was a significant completely steel section of the cutting surface, applied using butt welding. Starting in the second half of the 12th century, and into the 13th and 14th centuries, alongside this older method (which completely disappeared in the 13th century), we see the new method of only welding steel to the inner (that is, the cutting) surface of the blade. The welded steel was thin but wide, covering a large section of the height of the blade, and was applied using the so-called oblique welding technique.

1-13th cent. (13-16-963); 2-10th cent. (27-25-573); 3-13th cent. (11-16-282); 4-12th cent. (19-23-326); 5-10th cent. (28-31-27); 6-11th cent. (21-27-779); 7-11th cent. (22-27-834); 8-13th cent. (14-21-773)
The technique of welding iron and steel on all of the studied pairs of scissors was technologically exquisite. All of the seams we studied were clean, thin, and clean, almost completely free of inclusions. Illustration 49, 1, 2 shows the weld seams from scissors from the 13th and 10th centuries. The white field is ferrite (i.e., iron), and the dark field is heat-treated steel.
Metallographic study of two rings from spring scissors (14-21-773 and 22-27-834) revealed a structure of perlite with ferrite, that is, a completely steel structure which was not subjected to heat treatment. The carbon content in the rings was around 0.4-0.5%.
Microstructural analysis allowed us to discover production waste from an 11th century blacksmith. The blade on a 11th century pair of scissors (21-27-779) was welded from two layers, one of iron, and one of steel, but it appears that at the time of welding (the quality of which was extremely high), the blacksmith mixed up his materials, using the steel as the base of the blade, and welding iron onto the cutting edge (illustration 48, 6).

1-13th cent. scissors, weld seam (13-15-940); 2-10th cent. scissors, weld seam (27-25-573); 3-14th cent. sickle, weld seam (8-15-117); 4-late 11th cent. scythe, weld seam (20-20-937); 5-13th cent. scythe, weld seam (12-20-144); 6-cowbell, soldered seam (17-16-683)
The steel blades on scissors were heat treated. The primary method of working them was quenching. On all of the welded blades, with the exception of that from 21-27-779), we found structures of martensite with small quantities of troostite.
To conclude this review of scissors, we would like to stop on one particularly original example of articulated scissors from the late 13th century (11-11-524). These have the typical blades, but with artfully decorated handles (illustration 47, 3). These scissors were created using complex blacksmithing techniques including copper brazing. To each of the thin rods of the handles at the neck, two S-shaped figures and 2 elongated strips were soldered on at the neck. The external strips, which constructively form part of the handle ring, were welded in a spring state. Thanks to this, when using the scissors, the fingers would have tired (rubbed) less than usual. These scissors were, most likely, used for home crafts.
Awls [Rus. шило, shilo]
This universal tool for creating holes was widely used by Novgorodians in the home and for craftwork. In our excavation, we uncovered more than 100 examples of awls. They were distributed equally throughout all layers, starting from the oldest.
Three types of awls were used (illustration 50): ones with round cross-section points (49 examples), square points (35 examples), and diamond-shaped points (22 examples). On all of these examples, the working point led to a flat tang, on which there would have been a wooden or bone handle. Fewer than 20 awls were found together with their handles.
Awls with round and square points varied widely in size. Their points ranged from 160-100 mm in length; the diameter of the point (where it connected to the handle) for round-pointed awls ran from 3 to 8 mm (but we also found one with a diameter of 21 mm (12-16-350), and for square-pointed awls, it ran from 3-10 mm.
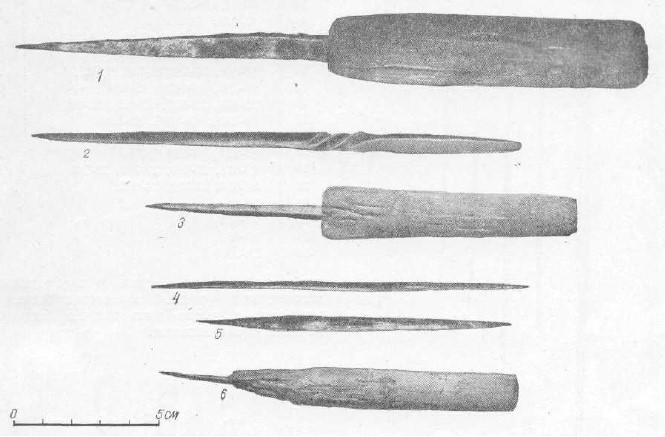
1-14th cent. (8-10-981); 2-15th cent. (4-5-1057); 3-12th cent. (16-18-1035); 4-11th cent. (26-32-751); 5-11th cent. (25-23-555); 6-15th cent. (3-6-1292)
1, 3 – square points; 2, 4, 5 – round points; 6 – diamond points
Awls with diamond-shaped points were typically of a single size. The length of the blade ranged from 45-70 mm. The most frequently seen cross-section was 3.5 x 2 mm. The uniformity of these awls is completely understandable if one takes into account that they were all used in cobblers’, saddlers’, and other similar workshops. All of the awls found in many leatherworking workshops in the Nerevsky End had diamond-shaped blades. The tangs of all awls were made such that they could be mounted with a conveniently-sized handle.
The technology for making awls was quite simple. A large number of them were made completely from pig iron. Then, a section of the point (typically around half its length) was hardened and heat-treated. Afterwards, the blade was honed to a point. We studied 3 awls (14-20-140, 15-22-714, 20-22-412) using microstructural analysis. All of the samples showed a structure with a hardened surface layer.
Sewing needles [Rus. швейная игла, shvejnaja igla]
These hand tools for piercing fabric and pulling thread through the hole were used in medieval Rus’ for sewing fabric and leather. A complete collection of medieval Russian needles was collected for the first time in Novgorod. From strata representing all centuries, starting from the 10th, 46 needles of various types and sizes were found, but the largest part of the collection dates from the 12th and 13th centuries. The distribution of needle finds by layer and plot is shown in Table 20.

[jeb: Translations: Ярус-Layer; Пласт и квадрат-Plot and square; Всего-Total]
The majority of needles (37 examples) belong to the common type used for sewing fabric. Their shape and construction is the same as for modern hand sewing needles.[36]Spravochnik shvejnika. Moscow-Leningrad, 1948. These needles were small rods, round in cross-section, pointed on one end and with a hole (eye) on the other (illustration 51, 4, 5). A very important constructive feature for hand needles is the thread groove near the eye (illustration 52). All Novgorodian needles had this groove, as early as the 10th century. The diameter of the needles ran from 0.7 to 1.1 mm, and they were 40-70 mm long. All needles were made of steel and were heat-treated.
A second type of needle, that used by cobblers and saddlers, or used for sewing very thick fabrics, differed from common needles in their length and in the construction of the eye (illustration 51, 1-3). Because these needles were threaded with thick thread (shoe-thread, coarse thread), the eye (that is, its diameter) needed to be large, and due to the relatively small size diameter of the rod, creating a groove would not allow creation of a large enough hole. As a result, the eye for these needles was located on a flattened end (illustration 52, 4, 5). Needles of this second type ranged from 70 to 110 mm in length, with diameters from 1.3 to 2.2 mm. Extremely large needles were also made. For example, one 12th century needle (18-19-448) was 175 mm long and had a diameter of 3 mm. To study the technology used to create these needles, we subjected 3 examples (16-22-853, 18-19-984, 19-18-523) to microstructural analysis. The samples revealed that the needle was made from a rod of hardened iron, which was then heat-treated.
Illustration 51: Needles
1-late 11th cent. (20-17-672); 2-late 11th cent. (20-27-766); 3-13th cent. (14-21-812); 4-late 12th cent. (15-19-258); 5-13th cent. (14-16-880)
1-3 – leatherworking; 4-5 – hand sewingIllustration 52: Needle eyes. Magnification 4.8x.
1-13th end (14-16-880); 2-modern day needle; 3-late 12th cent. (15-19-258); 4-late 11th cent. (20-27-766); 5-13th cent. (14-21-812)
1-3 – sewing; 4-5 – leatherworking
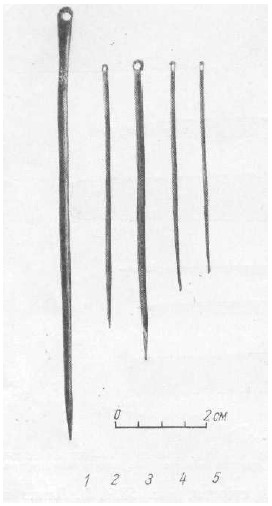
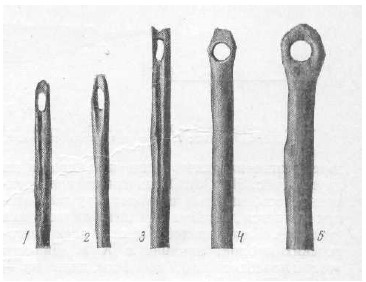
It is worth noting the high level of technical skill used to mechanically work needles. Preparation of the rod was difficult and time consuming. Once the wire had been drawn, it was extensively polished. Once the rod had been well sharpened (0.7-1.1 mm in diameter), the groove was cut and a hole 0.5-0.8 mm in diameter was punched. The steel structure of the needle was created by hardening of the needle blank. Grooved eyes were being created on needles in Novgorod as early as the 10th century.
We should also note the level of qualifications of a medieval Russian blacksmith and the tools needed to make needles. What small sizes and what high level of quality would have been needed for the chisels used to create the grooves and pritchels needed to create the eyes! Given the complex technology and the need to create specialized tools, needle making must have become a specialized craft extremely early on.
Bone-carving tools [Rus. косторезные инструменты, kostoreznye instrumenty]
For the first time, among the various craftsman’s tools, 3 specialized tools for bone-carving were discovered. These included a round gouge, a bow drill, and a flat plane.
The round gouge, used for carving decorations into bone, was found in a layer from the early 12th century (19-21-1056). It was composed of a square rod, 105 mm in length, ending in a working point with two horn-shaped cutting points, and at the other end, a flattened tang for a handle (illustration 53, 2). The distance between the points, that is, the radius of the notch, was 3.6 mm. Illustration 53, 1 shows the cutting end of the gouge, at 4.8x magnification.

А – round gouge, 12th cent. (19-21-1056); Б – bow drill
1-cutting section, mag. 4.8x; 2-overall view; 3-13th cent. (12-18-64); 4-12th cent. (17-18-1101); 5-reconstruction
Two bow-driven bone drills were found in layers from the 12th and 13th centuries. Only the metallic details from these drills were preserved (illustration 53, 3, 4). The driver bow, bobbin, and handle were made of bone, wood and rope, and were not preserved. The metallic drill rods were completely identical from a construction perspective. They were 100 mm (17-18-1101) and 90 mm (12-18-64) in length. In the middle of each rod was a smooth thickening (length 20 mm, width 8 mm), onto which a wood or bone bobbin would have been placed. The working part for both drills was about 35 mm long. The upper, sharpened tang would have been covered with a handle, which was used to hold the drill while it was in use. The width of the working tip of the drill, and therefore the diameter of the hole it would have created, was 3 mm. The working end of the drill-bit was two-sided, so that it could cut during both left and right motion of the drill. Illustration 53, 5 shows a reconstruction of the bow drill. Similar drills were widely known in ancient Egypt,[37]Flinders Petrie, op. cit., p. 36. as well as ancient Greece and Rome.[38]Kultura materialna starozytnej Grecji. Warsaw, 1956, p. 270. One metallic rod from a bow drill was also found in a Gnezdovo burial mound.[39]Sizov, V.I. “Kurgany Smolenskoj gubernii.” MAP. No. 28. St. Petersburg, 1902, p. 97.

The tool for planing or leveling sheets of bone was found in a 10th century layer (27-27-444). Its construction is shown on Illustration 54. A short shovel-shaped cutting blade (length, 36 mm) leads to a knee-shaped bend and a long tang which would have held a wooden handle. The tang was 106 mm long; the width of the blade was 35 mm. Such a plan, having a thin, sharp blade, was able to easily level off a flat surface on blanks and semi-fabricated items made of bone.
Bast awls [Rus. кочедык, kochedyk]
Bast awls were flat awls, used in Rus’ for weaving all kinds of items from bast. Although Novgorodians did not weave or wear bast shoes [Rus. лапти, lapti], all kinds of other everyday items were made from bast (vessels, pouches, etc.)

First type: 1-16th cent. (2-8-264); 3-13th cent. (13-13-524)
Second type: 2-15th cent. (4-5-1246)
In the Nerevsky excavation, 4 bast awls were found in layers from the 13th, 15th and 16th centuries. They were of two types. The working end of all of the tools was identical – flat, oval in cross-section, and smoothly curved blades. The difference in type was in their handles. On the first type of bast awl (illustration 55, 1, 3), at the end of the smooth rod there was a large, convex pad. Three examples were found of this type (2-8-264, 13-13-524, 14-15-1084). The second type (illustration 55, 2) had a rod with ended in a smooth leaf (4-6-1246). The overall length of this tool ranged from 150-170 mm, and the width of the blade was from 10-20 mm. These tools were made of iron.
Agricultural and Commercial Tools
Arable farming and productive animal husbandry in the Novgorod lands were possible due to the existence of technically feasible, rational tools, and in particular their metallic working parts. Already by the original period of development of farming in the late 1st millennium CE, all basic types of agricultural tools were in use. As I have earlier stated,[40]Kolchin, Chernaja metallurgija…, p. 86. agricultural tools – scythes, sickles, shovels, etc. – had attained their forms and technology of production by the late 1st millennium CE, and existed in that state throughout the many centuries of the history of Russian farming.
Each of these tools was also discovered by archeologists in the cultural layer of Novgorod. But, due to the fact that agriculture and animal husbandry were not equally developed among the urban population, agricultural tools appeared in various levels of completeness. The majority were scythes and horticultural tools (shovels, hoes); there were significantly fewer farming tools (coulters, scythes). The abundance of certain agricultural tools in the Novgorod collection allows us to clarify the chronology and typology of these categories of archeological finds.
Coulters [Rus. сошник, soshnik]
In all, the excavation uncovered 11 coulters (illustration 56).[41]jeb: A coulter is a vertically-mounted blade which cuts a groove in the earth just ahead of a plowshare, allowing the plow to turn over the earth more cleanly. Their typology and construction have been studied in detail by A.V. Kiryanov in his work printed in the current volume.[42]Kir’janov, A.V. “Istorija zemledelija Novgorodskoj zemli X-XV vv.” Trudy Novgorodskoj arkheologicheskoj ekspeditsii, Tom II. Materialy i Issledovanija po Arkheologii SSSR, No. 65. 1959 (2), pp. 310-367. As a result, we will not linger on those questions here.
The technology for creating coulters, which were made entirely of iron or low-carbon steel, was relatively simple and was limited to the typical methods used in blacksmith forging.

1 – 13th cent. (12-18-31), 2-4 – 11th cent. (22-25-617); 5 – 12th cent. (16-18-404)
Sickles [Rus. серп, serp]
As a tool for harvesting grain, sickles were also found in Novgorod in small numbers. In all, 10 fragments of sickles were discovered (there were no complete sickles; 4 were blade fragments with tangs, 2 were large fragments of blades, and 4 were small fragments). In addition, 2 sickles of a later form were found in upper layers from the 17th-19th centuries. We are not including these in our review. The distribution of sickles by layer, plot and square is shown in Table 21.

[jeb: Translations: Ярус-Layer; Пласт-Plot; Kвадрат-square]
An analysis of the curve of sickles numbered 6-10-329, 11-16-69, 20-28-745, 8-15-117, 27-25-489 showed that they were very similar in form to burial mound sickles from the 11th-12th centuries.[43]Spitsyn, A.A. “Kurgany s Peterburgskoj gubernii v raskopkakh L.K. Ivanovskogo.” MAR. Iss. 20, 1896, p. 35. The curve of sickles 8-15-117 and 27-25-489 was defined along their blades, with no tang; as a result, it is possible that these were double-bladed, along both the inner and outer curves. Study of the direction of the inner curve in the blade allows us to determine on which end of a given fragment the handle was located. Illustration 57 depicts sickles according to their working position. According to A.V. Artsikhovsky’s definition, the type of burial mound sickle which he calls “Novgorodian” had a parabolic curved blade.[44]Artsikhovskij, A.V. “K metodike uzichenija serpov.” Trudy sektsii arkheologii RANION. Vol. IV. Moscow, 1928, p. 29.
A curved sickle found in an early-11th century layer (24-26-891) stands out significantly. It was less curved and more open. No sickles with this shape have been found from later centuries in Novgorod.

1-late 14th cent. (6-10-329); 2-13th cent. (11-16-69); 3-14th cent. (8-15-117)
The technology for creating sickles was studied on 3 examples. One sickle (8-15-117) was subjected to microanalysis, and two (27-25-489 and 20-28-745) were subjected to macro-etching. All of the samples revealed a typical construction technique – the combination of iron and steel. The microsample from sickle 8-15-117 revealed that the blade was welded along its entire length from two layers, one of iron, and one of steel (illustration 49, 5). In addition, along the entire iron strip, there was an additional narrow steel strip welded to the blade. The sickle blade was heat treated: the structural composition of the welded band was martensite with troostite.
Scythes [Rus. коса, kosa]
This cutting tool, used for haymaking and essential for the preparation of animal feed, was an indispensable possession in the inventory of a household which owned livestock. The dig at the Nerevsky End revealed that livestock was widely distributed among the inhabitants of medieval Novgorod: in the layers from all centuries, it revealed a large number of barns and thick layers of manure on the lands of estate courtyards. This widespread development of husbandry is no less supported by the finds of scythes.
In all, the dig uncovered 56 scythes (6 whole, 33 partially broken, and 17 fragments). Their distribution over the layers of short-bladed scythes [Rus. коса-горбуша, kosa-gorbusha, “humpback-scythe”] is shown in Table 22.

[jeb: Translations: Ярус-Layer; Пласт и квадрат-Plot and square; Всего-Total]
The length of a typical short-bladed scythe (in a straight line from the handle to the tip of the blade) was 420 to 500 mm. The width of the blade was relatively constant, ranging from 30-38 mm, but the vast majority of scythes were around 32-34 mm wide. The thickness of the scythe (measured at the blade spine) averaged around 4 mm.

1-late 14th cent. (6-10-335); 2-late 14th cent. (6-13-201); 3-late 14th cent (6-12-174); 4-12th cent. (18-23-213); 5-11th cent (12-28-788); 6-13th cent. (12-18-272); 7-10th cent. (26-28-1045)
Characterizing the form and construction of scythes, we first of all must turn our attention to the shape of the curved edge of the scythe along the outer edge of the blade. This curve was absolutely identical for scythes of all centuries, from the 10th-15th inclusive. Aside from this, as we have already seen, the thickness of the blade cross-section was relatively constant. Finally, the technology of making scythes was uniform. All of these traits speak to a strong typology of scythes, beginning in the 10th century and lasting at least 5 centuries. It follows that Novgorodian smiths must have had some kind of obligatory pattern (“standard”) which they used each time to create not a single scythe, but large numbers at once. This would only have been possible through the existence of a broad specialization where select blacksmiths only forged scythes, sickles, and similar items.
The technology behind these scythes was studied by microstructural analysis on 8 examples (scythes 25-28-1022, 24-23-1004, 20-20-937, 15-15-1086, 14-14-952, 12-20-744, 11-13-900, 9-14-1244), and 7 scythes were subjected to macro-etching (18-23-213, 26-27-1107, 13-20-154, 6-12-210, 7-5-661, 12-18-808, 5-15-727). On all of these examples, with the exception only of 15-15-1086 where the blade was quite worn, we revealed one and the same technological method – the welding of a steel plate to the iron blade of the scythe (illustration 49, 5). Illustration 59 shows the technical view of the scythes we studied, and the method used for welding the blades – both the earlier technology of multi-layered welding (on a late 11th century scythe 20-20-937), as well as butt and oblique welding.

1-late 11th cent. (20-20-937); 2-13th cent. (14-14-952); 3-14th cent. (9-14-1244); 4-11th cent. (24-23-1004); 5-11th cent. (25-28-1022); 6-13th cent. (11-13-900); 7-13th cent. (12-20-744); 8-late 12th cent. (15-15-1086).
Black fields – steel; white fields – iron.
All 7 scythes which had steel blades were heat-treated. One scythe had a structure of martensite, 5 had structures of martensite with troostite, and one had a structure of sorbite. The primary structure found on these samples (martensite with troostite) shows that the blades were lightly hardened.
Scythes would have had wooden handles. Several scythe handles were found in the Nerevsky dig. These handles were bent, short, and round in cross-section (illustration 60). The dimensions of the handle found in an 11th century layer (21-23-368) were as follows: length of the lower leg – 145 mm; length of the upper part (that is, the handle proper) – 470 mm; angle of the bend – 140°; diameter of the round body – 37 mm. The scythe was attached to the handle as follows: the handle’s bend had a smooth beveled area, reaching up to half the thickness of that half of the handle. On that bevel there was a recess, which would receive the scythe’s tang. The top was covered with a wooden wedge-shaped plate which held the tang into the center of the handle (illustration 60, 1, 2). This end with the plate was tightly fastened with either iron rings or a tarred rope.

1-11th cent. (21-23-368); 2-13th cent. (12-13-961)
In addition to the large number of typical scythes, there were also several scythes found that were of individual forms, which we shall review one at a time. Particularly unique are the scythes with folding handles, which served as cases (like on a modern straight razor). 3 examples of these folding scythes were found, one of which still had its handle (11-16-283, 9-12-397, 4-6-897 with the handle). The latter scythe was small (length, 420 mm) and similar to typical scythes in shape, but had a short, straight folding handle (illustration 61, 7) made from two plates of iron, between which on rivets there was affixed a wooden rod wrapped in leather. The scythe blade was located between these plates at the end of the handle and secured by this axle. When the scythe was opened, a special notch in the blade and a pin in the handle would secure it in the position where it could be used for mowing. This kind of a pocket scythe was, most likely, a soldier’s or coachman’s traveling tool, used for preparing feed for horses while on the road.
One scythe found in a 10th century layer (26-28-1045) had a unique shape and small dimensions (illustration 58, 7). This scythe was in total about 240 mm long, but the width of the blade was close to that of a typical scythe. It is possible that in this example, we see a prototype scythe which may have been made at an earlier date, even the 8th-9th centuries, but it is worth noting that in the same layer (26th) and at earlier dates we also found typically large scythes.

1-15th cent. (4-6-897); 2-14th cent. (9-12-397); 3-13th cent. (11-16-283)
Shovels [Rus. лопата, lopata]
Until the 19th century, shovels in Russia were made exclusively of wood. Depending on their use, they came in different shapes and sizes. Among several dozen wooden shovels found in Novgorod, there were excavation shovels (shovels used for digging up earth), grain shovels, bakery shovels, and snow shovels. The latter three types were made entirely of wood, but excavation shoves had iron fittings.
The iron fittings for shovels were found alongside their wooden shoves (3 examples: 15-21-129, 10-13-1258, 8-7-1082), as well as separately. The shape, size and distribution of these fittings by layer is shown on Table 23.
Table 23: Shovel fittings Illustration 62: Shovel fittings
1-late 12th cent. (15-21-129); 2-14th cent. (8-12-1231); 3-14th cent. (9-12-1214)
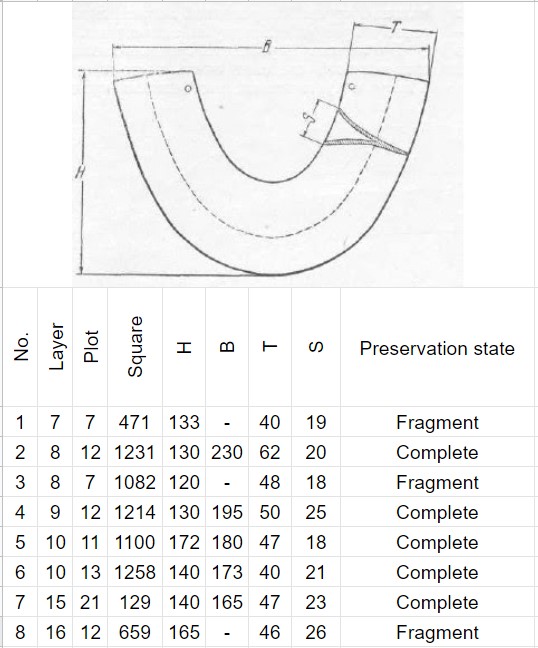
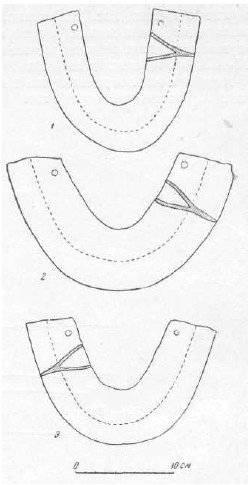
The construction of these fittings is clear from the drawing in Table 23. These iron plates, bent to the shape of the shovel blade, were flattened to a thickness of 1-2 mm and were attached to the outer edge (illustration 62). After this, the cutting edge of the fitting was hammered and sharpened with a grinding wheel. The fitting was attached to the wooden shovel with a pair of rivets.
Cowbells [Rus. ботало, botalo]

In the conditions of northern forest animal husbandry, where cattle would have often grazed in forests and brushy areas, cowbells were indispensable items in household inventories. Cowbells are hung from the necks of large horned cattle, such that they ring when the animal moves. In the Nerevsky excavation, 5 examples were found from 12th-14th century layers, 3 of which were complete (7-12-1142, 12-9-706, 17-15-683) and 2 were in fragments (12-12-1000, 18-14-669).
The form and construction of cowbells are shown on Illustration 63. Both the shape and size of the bells were uniform. It should be noted that cowbells of similar size and shape in the northern lands of our country, including the Novgorod region, continued to be used up to modern day.
Cowbell dimensions (for example, 7-12-1142) were as follows: height of the body, 62 mm; length of the lower portion of the body, 62 mm; width, 45 mm; length of the clapper, which was hung from an iron loop, 75 mm.
The technology used to produce cowbells was very interesting and original. The technical needs of a cowbell – euphony, strength, and lightness of weight – were made possible by the following method. Cowbells were made from very thin sheet iron (2 mm thick) and covered inside and out with a thick layer of brass. The seams on the iron body were soldered (with brass), while the rings used to suspend the clapper and to hang the bell itself were riveted to the body.
Microstructural analysis of one cowbell (17-15-683) showed that the iron was hot when it was covered with bronze, possibly that they were forged together. Illustration 49, 6 shows the soldering seam where the overlapping iron sheets of the body were joined. Note the cleanness of the seam, which attests to the skillful use of flux to clean the iron surfaces of scale.
Fishing gear [Rus. рыболовные снасти, rybolovnye snasti]
The tackle used by the medieval Novgorodians represent all of the types of fishing gear used in medieval Rus’. Various kinds of fishhooks, spinners, and various kinds of fish spears were all made from iron.
In all, 17 examples of fishhooks were discovered. The majority of these were found in layers from the 10th-12th centuries (illustration 64, A). These were primarily giant commercial hooks, used for catching large fish (28-35-766, 28-31-913, 27-30-293, 27-22-668, 26-27-405, 25-30-779, 25-24-515, 24-31-766, 24-27-295, 20-22-363, 19-24-272, 17-22-321, 10-9-488, 9-10-995, 5-7-1029). In length, these were 170, 140, 135, 110, and smaller, down to 60 mm. Most of these were rectangular in cross-section (6 x 2.5 mm), while the smaller ones were round, 4-5 mm in diameter. The end of the elongated hook always included a drawn-out tooth (barb), while the other ended in a loop for tying the line. Two small, thin hooks were also found, used for fishing with a float (26-34-732, 19-14-669); they were 30 mm in length and had a round body 1.2 mm in diameter. These hooks also had a barb. All fishing hooks were made from common pig iron. The barbs were sometimes hardened.

A-Hooks: 1-11th cent. (25-30-279), 2-late 11th cent (20-22-363), 3-11th cent. (24-31-766), 4-11th cent. (24-24-515)
Б-Harpoons: 5-12th cent. (18-21-85), 6-10th cent. (26-30-97)
7-spinner, 13th cent. (12-17-272); 8-fish spear, 14th cent. (9-14-1235)
Four spinners were found in layers from the 10th, 11th, and 13th centuries (28-31-1020, 22-24-883, 12-17-272, 11-11-547). They were all identical in construction, and differed only in terms of size (illustration 64, 7). The largest spinner (12-17-272) was 185 mm long, with a blade 30 mm wide and 3 mm thick. At the bottom, the spinner blade turned into a typical hook, round in cross-section and with a barb on the end. Other spinners had lengths of 155, 150, and 130 mm. One example (11-11-547) was completely made of brass; the remainder had shiny surfaces of regular iron.
In layers from all centuries, 11 fish spears[Rus. острога, ostroga] were discovered. One large and one small single-toothed fish spears were found in a layer from the 10th century. The large, massive 10th century spear (26-30-97) had a pointed, knife-shaped blade and was around 210 mm long; the blade (60 mm long) ended in an elongated barb (illustration 64, 6). The other end had a bend used to attach it to the spear pole. The smaller spear (27-27-435) was 90 mm long and round of cross-section. It’s rod had a knee-shaped bend.
Two small, three-pointed fish spears (with barbs located on different planes) were found in a 13th-century layer (15-23-718, 11-15-1306). The overall length of these spears was around 105 mm, with the blade 40 mm in length.
Layers from the 13th-14th centuries revealed 5 massive three-pointed spears (illustration 64, 5), used for catching very large fish (14-18-274, 11-16-283, 9-14-1235, 9-14-1236, 3-3-993). The 13th century spear was 295 mm in length, while the 14th century spear was 245 mm in length.
Locks and keys
Locks were widely used in medieval Rus’ to secure the doors of residential, public, economic, and other buildings, chest lids, caskets, chains, shackles, fetters, etc. In their construction, they were grouped the same was as today, into fixed locks and padlocks (hanging locks). Both systems were widely used in Novgorod beginning in the 10th century. In the Nerevsky excavation, a large collection of locks were found of various types, as well as keys and lock accessories. In total: 133 padlocks, 197 padlock keys, 34 fixed locks, 120 fixed lock keys, 39 springs for combination locks, 41 various lock hasps, 156 lock shackles, 12 keys for wooden latches, 56 lock covers, 7 door hooks, 5 door hinges, and 3 fetters with locks.
It should be noted that the construction of both padlocks and fixed locks changed frequently over the course of time. As soon as one type fell out of use, others appeared to replace them. The precision of Novgorod’s stratigraphy, which allows us to attribute different types of locks to their chronological tiers, and the massive quantities of finds in these categories allows us to designate a firm chronological framework for the existence in Novgorod of various types of keys and locks. We will provide our description of the typology, construction, and technology behind locks and their accessories according to the order listed above.
Padlocks [замок съемный, zamok s”jomnyj, “removable lock”]
Over the course of 7 centuries in Novgorod, there were several types of basic construction of medieval Russian padlocks, that is, a lock with a retractable shank and diverging springs. In the Nerevsky dig, 133 locks of this construction were found, along with 197 padlock keys. These locks can be divided into 10 constructive variants (types of padlocks) based on their body shape, key system, and keyhole shape, as well as chronologically.[45]7 locks and 14 keys were unable to be placed into these types because they were unique in form; an additional 24 locks and 18 keys could not be placed typologically due to their poor preservation.

1-Type A, 2-Type Б, 3-Type B, 4-Type B, second variant
Type A
This was the oldest type of padlock, and the only type in use during the 10th and 11th centuries. It was characterized by its lateral, T-shaped keyhole and flat key (illustration 65, 1). This type of lock was constructed as follows. The hollow body of the lock, which was cylindrical or cubical in shape, had inside its upper hollow a series of holes for the passage of springs to the shackle. The body wall had a small cylinder soldered directly to it, which would receive one end of the shackle. From the other side of the body wall, along its entire height, there was a groove, ending below a transverse groove (creating an inverted letter-T shape). This groove served for the passage of the key’s blade when it was necessary to open the lock – the key would compress the springs, and then the shackle could be removed. The key was in the shape of a small spatula and had, depending on the lock shape, either a square or round blade with a number of holes corresponding to the number of spring pins and their location on the shackle (illustration 66). The distribution of this type of lock and keys by layer is shown in Table 24.

1-11th cent. (23-27-218); 2-11th cent. (22-21-997); 3-12th cent. (18-20-1047); 4-11th cent. (23-24-906); 5-10th cent. (17-29-1015); 6-11th cent. (25-28-939); 7-11th cent. (25-28-1022)
Two more keys from this type of lock were found in the 7th and 4th layers, where they happened to have fallen by chance.

In this way, we see that locks with lateral, T-shaped keyholes and cylindrical or cubical shapes were in use in Novgorod in the 10th, 11th, and part of the 12th centuries. In the second half of the 12th century, they completely fell out of use.
Type Б (“B”)
Locks of this type[46]jeb: Note I’ve retained the Russian alphabet indicators (А, Б, В, Г, Д, etc.) for these types, to better align with indicators on the illustrations. The English sound of the letter is shown in quotes in the section title where the letters differ between the two alphabets. were a further constructive development from the locks of the previous type. The keyhole for type A locks, which ran the entire height of the lock, greatly weakened them and made type A locks unreliable. In order to get rid of this long, longitudinal slit on the body, it was necessary to change the form of the key. Locksmiths did this by making the keys bent (illustration 67, 1-3). For this type of lock, it was sufficient to have a transverse slot where the blade of the key was inserted, and a small hole in the bottom for the the key’s rod. In addition, the shackle was reinforced on these locks, becoming larger and stronger. As such, it was necessary to move the small cylinder (where the free end of the shackle entered) slightly away from the large cylinder. Then the small cylinder began to no longer be soldered directly to the large cylinder, as it was in Type A, but rather at a certain distance, with an intermediate plate between the cylinders (illustration 65, 2). The body of the lock began to be only cylindrical.

1-3 – For type Б locks (17-23-134, 17-24-94, 21-25-117); 4 – For Type B lock (13-17-314); 5-6 – For Type B, first variant lock (14-21-104, 10-17-181); 7-8 – For Type B, second variant lock (11-18-124, 9-15-120)
Novgorodian locksmiths introduced all of these changes in the construction of locks and keys in the early 12th century. This new construction of locks quickly came into use, and completely supplanted locks of type A. The distribution of type Б locks by layer can be seen on Table 25.

Two more locks were found in the 7th layer, and two keys were found in the 23th and 1st layers, where they were found by chance during the dig
And so, we have seen that this type of lock existed in Novgorod in the 12th and 13th centuries.
Type B (“V”)
In the 12th century, the improvement of locks continued with regard to the complication of key systems and strengthening of the body. In the middle of that century, locks appeared with only one linear key slot located at the bottom of the body of a large cylinder (illustration 65, 3). These locks were significantly stronger, and their complex keys made them more secure. The lock was opened by a flat, bent key (illustration 67, 4). To open the lock, the key’s blade was fully inserted into the slot, then the flat rod was turned 90° and pushed into the cylinder, as with all locks of this type.
At the very end of the 12th century, a more complex variant of Type B locks appeared (the first variant). The arrangement of the springs against the shackle was changed, and an extra pin with springs was added. When the key was inserted to the flat rod, it began to bend, at the edge of which there was an additional notch used to compress the springs of this additional rod (illustration 67, 5, 6). The key was inserted the same way as were keys without this notch.
In the 13th century, a more complex section variant of this type of lock came into use. At the bottom of the large cylinder of the body, in front of the keyhole, there was a control pin, which was sometimes decorated (illustration 65, 4). This pin obstructed the free passage of the keys into the key hole (illustration 67, 7, 8) if they did not have special individual notches on their rod corresponding to this pin. The distribution of type B locks is shown on table 26.

Two more locks of the basic type were found in the 2nd and 20th layers, and a key from the second variant was found in the 21st layer, where they ended up incidentally through digging into those layers.
As such, the following chronology of Type B locks appears. The construction of these locks appeared in the mid 12th century and existed through the 12th, 13th, and 14th centuries. In addition, in the late 12th century, there arose a more complex variant of this type of lock (first variant) which was used contemporaneously with the basic construction, until the late 14th century. In the very early 13th century, a yet more complex variant of this type of lock (second variant) appeared, which was also used through the end of the 14th century. In the early 15th century, all three types fell out of use.

1-Type Г (4-3-1004); 2-Type Д (4-8-344); 3-Type Е (5-11-87); 4-Type Ж (5-8-877); 5-Type Г (8-00-644); 6-Type Д (7-7-482); 7-Type Ж (6-12-1328)
Type Г (“G”)
The modification of padlocks continued in the following century. In the late 13th century, there appeared a lock with a strengthened bottom and a keyhole covered by vertical shields (illustration 68, 1). A key with a typical blade would have a flat rode, the thickness of which would correspond to the width of the slot between the shields (illustration 68, 5). This type of lock was rather strong and secure. The distribution of this type of lock and key is shown in Table 27.

This type of lock, which appeared in the late 13th century, was in use through the second half of the 15th century.
Type Д (“D”)
As was noted above, in the beginning of the 15th century, many types of padlocks fell out of use, and in their place, there arose more simplified lock systems than those of the 10th-14th centuries, with keys of varying shapes. In the mid 14th century, Type Д locks came into use, which still had the old cylindrical-shaped body and the typical shackle, but with a new labyrinthine keyhole, located on the bottom of the large cylinder (illustration 68, 2). The key for this type of lock was made in the form of a rod which was soldered together from several flat plates such that, in cross section, it corresponded to the shape of the keyhole (illustration 68, 6). The butt of the key was lined up with the keyhole and pushed into the body of the lock, causing the key plates to squeeze the springs and free the shackle. The distribution by layer of Type Д locks is shown on Table 28.

Locks of this type were in use from the second half of the 14th century through a large part of the 15th century.
Type E
In the mid 15th century, a lock appeared which had a new shape of body and shackle (illustration 68, 3), but where the key (and, as a result, the spring mechanism) was completely analogous to that of Type Д locks. Type E locks have a small cylinder with two protrusions from the end of the large body. The shackle does not have an arch, replaced instead with a straight, unified rod. One side of this П-shaped shackle had a spring mechanism which was inserted into the lock and fastened in place. The other side of the shackle passed through two holes in the protrusions, thereby closing the lock. Six examples of this type of lock were found in layers from the 15th and 16th centuries (5-11-87, 4-10-160, 3-7-16, 3-10-174, 4-8-1172, 1-5-44).
Type Ж (“Zh”)
At the end of the 14th century, an original type of padlock came into use. The shackle was the same as with earlier locks, except that the spring pins were all located in the same plane. The body of the lock, however, was completely different (illustration 68, 4). The keyhole was located not in the lower part of the lock, but in the side wall near the top. The shape of the key was unusual, looking more like a key to an internal lock. Depending on the number of spring pins, the key had 2, 3 or 4 protrusions. To open this lock, as with earlier types, was possible only by compressing the springs. Having inserted the key into the hole, one had to turn it in the direction of the shackle. The protrusions from the key would then compress the springs, allowing one to remove the shackle from the lock.

Locks of this type were in use in Novgorod at the end of the 14th century, and throughout the 15th century. The distribution of Type Ж locks by layer is shown on Table 29.
Type З (“Z”)
This was a specialized type of padlock used to lock horse fetters. The lock itself was a structural part of the fetter (leg ring). In Novgorod, 3 examples of these locks were found in 11th-century layers (25-27-1018, 23-27-47, 21-22-953).

1-13th cent. lock (13-20-134); 2-key to this type of lock (13-20-123); 3-13th cent. lock (13-18-278); 4-key to this type of lock (13-18-1246); 5-12th cent. key (18-14-659); 6-12th cent. key (17-19-1027); 7-13th cent. key (11-19-769)
Aside from the more common types of locks described above, the dig also uncovered individual forms which existed at one time or another. The main difference in these locks were the construction of the key and the keyhole in the lock body. For example, in a layer from the 13th century, a lock body (13-20-134) and a key to that type of lock (13-20-123) were uncovered (illustration 69, 1, 2). The lock has the typical cylindrical shape, but at the bottom there is a very small, round keyhole, bordered by an elongated bushing. In order to reach the body, the key for this type of lock must have had an elongated shape. This was achieved by attaching the working blade of the key to the rod with a hinge. When the key was inserted into the lock, the blade would fold out and could easily enter this narrow bushing. Once inside the lock, the blade would turn 90°, like a knee, and then could compress the springs with its protrusions to allow the shackle to be removed.
In a layer from the middle of the 13th century, a second lock of individual construction was discovered (13-18-278). This was a typical cylindrical padlock; the key was inserted into its lower end, where there was a small, round keyhole (in the center) and a small spiral slot (illustration 69, 3). A key for a similar type of lock was also found during the excavation (13-18-246). There were three blades to compress the pins, rather than the usual one, located in a spiral pattern (illustration 69, 4). This type of key needed to be screwed into the body of the lock, then pushed upward to compress the springs.
Aside from these, 14 other keys of various original construction were discovered. The locks for these keys were not found in the dig. The shapes of several keys are shown in Illustration 69, 5-7.
As such, we can see that padlocks in Novgorod were distributed as follows over time (illustration 70):

[jeb: Translations: Тип – Type; Ярус – Layer; Век – Century; Корпус замка – Lock body; Ключ – Key; Количество находок – Number of finds]
- In the 10th century, there was a single type of padlock – Type A.
- In the 11th century, type A locks continued to be used. In this century, we also see horse fetter locks (Type З).
- At the very beginning of the 12th century, Type Б locks appear, and are used for the entire century. In the middle of the century, Type A locks fall out of use, and a new type of lock (Type B) comes into use. At the end of the century, the first complex variant of Type B appears.
- Throughout the 13th century, Type Б, Type B, and Type B (first variant) locks continue to be used. In the early part of the century, a complex second variant of Type B appears. In the latter part of the century, Type Г locks appear.
- In the 14th century, all variants of Type B locks, along with Type Г locks, continue to be used. In the early part of the century, Type Б locks fall out of use. In the middle of the century, Type Д locks appear.
- In the early 15th century, all Type B cylindrical locks fall out of use. Type Г locks fall out of use in the first half of the century. Type Д and Ж locks continue to be used. In the middle of the century, Type E locks come into use.
- In the 16th century layers, due to the poor preservation of metal, we are able to trace only locks of Type E construction.
Internal locks [Rus. замок неподвижный, zamok nepodvizhnyj, “fixed lock”]
All medieval Russian internal locks belong to the type of covered (cut out) locks. By their construction and materials, we can divide them into three groups: wooden, combination (made of both metal and wood), and metallic. All 3 of these types of locks were widely used in Novgorod. Amongst the excavation finds, keys predominate (130 examples found), but several dozen lock mechanisms, springs, and other parts were also discovered.
Covered, internal locks of the first type were made completely of wood, with only the keys made from metal. In the Nerevsky dig, among a large number of wooden crafts, we have thus far not been successful to finding any parts to these locks, but their construction is well-known from world technology. Similar locks have been in use from ancient times to modern day, starting in ancient Egypt,[47]Flinders Petrie, op. cit., p. 59. and ending in 20th century Russian villages.[48]Lebedev, G. “Derevjanny zamki Chukhlomskogo uezda.” Trudy Kostromskogo nauchnogo obschestva po izucheniju mestnogo kraja. Iss. XI, 1927, p. 138.
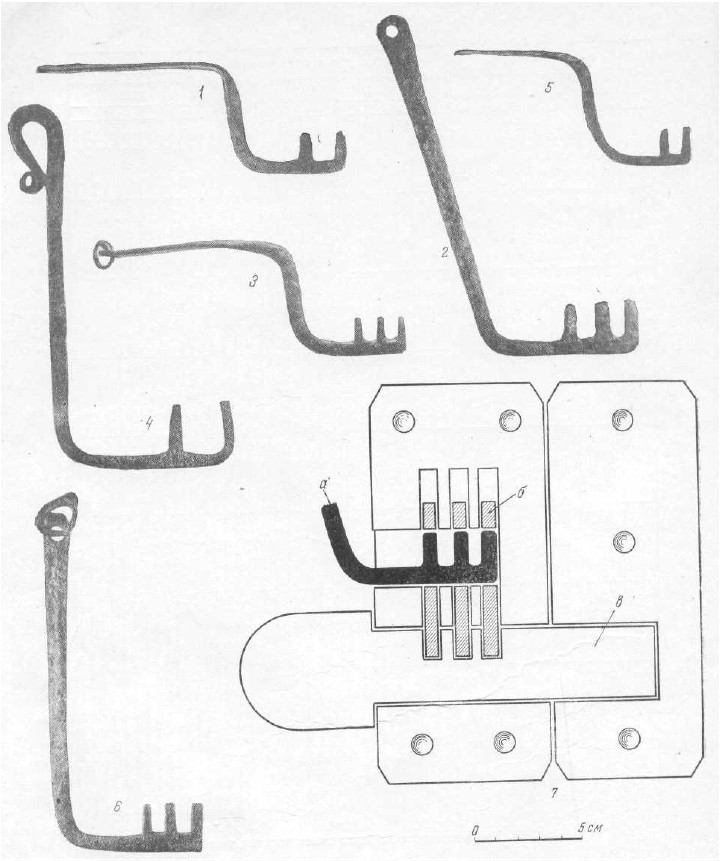
1-11th cent. (25-27-1017); 2-11th cent. (25-23-492); 3-11th cent (24-25-990); 4-10th cent. (28-34-169); 5-11th cent. (21-26-823); 6-11th cent. (24-25-417); 7-lock reconstruction (а-key; б-locking pins; в-latch)
In our collection, iron keys from this type of lock are abundantly represented (illustration 71). In all, the excavation revealed 36 examples, with the overwhelming majority (34 out of 36) from the 10th and 11th century (layers 28-21). The remaining 2 were found in the 19th and 16th layers. Judging by the shapes of these iron keys, these locks in Novgorod were made with either 1, 2, or 3 pins (illustration 71, 7). These pins filled the role of retention levers in the lock mechanism. The distribution of keys for this type of lock by layer is shown in table 30.

Wooden locks were in use in Novgorod throughout the 10th and 11th centuries, and fell out of use in the very early 12th century (although, as we mentioned above, they remained in use in the Russian countryside until the 20th century). In Novgorod, in the following centuries, very simplified wooden latches were still occasionally used, opened by simple, hooked keys (illustration 72). Twelve such iron keys were found in layers from the 10th-14th centuries. Two of these examples (14-18-1022, 8-18-775) had blades which were attached to the rod by a hinge. This type of key required a small keyhole in the door, into which the key was inserted straightened.
The main type of interior lock which existed in Novgorod was a composite lock, with both wooden and metallic parts. The Nerevsky excavation found 58 keys of this type, 23 metallic mechanisms (or their parts), and 39 springs attached to wooden crossbars (that is, lock bolts) in layers from the 10th-13th centuries. The construction of these locks was the same as with self-locking spring padlocks, that is, it was based on the principle of divergent springs. The principle behind these locks is shown in Illustration 73.

1-14th cent. (8-18-775); 2-13th cent. (14-18-1022); 3-15th cent. (5-8-1028); 4-14th cent. (7-10-887); 6-10th cent. (26-27-948)
Illustration 73, I shows a schematic drawing of the lock itself in the open state. The lock consists of an elongated, movable wooden crossbar or bolt (1), held in the lock by brackets (10). Attached to this bolt is a spring (2), under which is the mechanism for closing the lock (illustration 75, 1, 2). This mechanism consists of a metal shelf (3), to which a stop bar (4) has been attached, behind which the spring pops up, preventing the bolt from being opened. In addition, the shelf there are holes (7) and pins (6) which are controlled by the key. The lock can be unlocked, that is, the spring be pressed off the stop bar, only by the key (5), the blade of which has notches corresponding to the shelf pins and protrusions for pressing the pins which likewise correspond to the holes in the bar. The latter is attached to the door by two nails (8). The crossbar is supplied with a handle used to move it left and right (9).

1-wooden crossbar/bolt; 2-steel spring; 3-shelf; 4-stop bar; 5-key; 6-control pins; 7-holes in the shelf; 8-nails affixing the shelf to the door; 9-metallic handle for sliding the bolt; 10-bolt fastener brackets
Illustration 73, II shows the moment when the lock is being closed, that is, when the bolt is inserted into the door jamb bracket. The spring slides along the stop bar.
Illustration 73, III shows the door in its locked state. The spring, which has moved along with the bolt to the right, has decompressed and has sprung into place behind the stop bar. The working end of the bolt has entered the door jamb bracket, that is, has closed the lock, and it is not possible to slide the bolt back in the other direction. This is prevented by the spring, which abuts the stop bar.
In order to open the lock, it is necessary to squeeze the spring toward the bolt using the key, and then to use the handle to slide the bolt back to its original, open position. Illustration 73, IV shows the moment when the key is inserted into the lock and presses down upon the spring.

The distribution of these composite locks is shown on Table 31. They appeared in Novgorod in the 10th century, and were in use in the 11th, 12th, and part of the 13th centuries. They disappeared from use at the end of the 13th century.
Composite locks are divided into 2 variants, based on the shape of their keys. The earlier type of lock came into use in the second half of the 10th century, and was in use to the early 13th century. It was characterized by keys similar to those shown in Illustration 74, 1-6. When unlocking this type of lock, the hollow body of the key was put onto a long key pin inside the lock, attached to the rear vertical wall of the shelf. These locks had a complex system of protective plates, pins, and holes, to which the key had a corresponding complex set of holes and protrusions.
The second type of composite lock appeared in the late 11th century and existed until the late 13th century. These locks had keys like those depicted in Illustration 74, 7-13. When opening the lock, the key’s pointed end was inserted into a special hole in the rear wall of the lock’s shelf. The system of protective plates, pins and holes was the same as with the previous type of lock.

Type A (for the first type of metallic locks with wooden bolts): 1-12th cent. (16-13-694); 2-12th cent. (16-22-830); 3-12th cent. (19-17-490); 4-13th cent. (14-14-581); 5-12th cent. (19-21-870); 6-late 11th cent (20-23-873)
Type Б (for the second type of metallic locks with wooden bolts): 7-12th cent. (18-20-1056); 8-13th cent. (14-14-1003); 9-12th cent. (16-17-986); 10-13th cent. (12-19-784); 11-12th cent. (17-24-738); 12-13th cent. (14-18-1012); 13-late 13th cent. (10-22-994)
Type B (for completely metallic locks): 14-14th cent. (7-11-365); 15-late 14th cent. (6-15-758); 16-late 14th cent. (6-7-1270); 17-14th cent. (8-12-1008)
In both types of mortice locks, the wooden bolt (the main working detail of the lock) was moved by a handle. Locks of this type existed until the late 13th century, and then completely fell out of use.

A new type of interior lock came into use in the early 14th century. In this type, the bolt was moved using the key. We cannot yet fully imagine the construction of these locks, as not a single complete example was discovered during the Nerevsky dig; only 10 keys were found (illustration 74, 14-17), along with several oversized iron bolts. These locks were completely made of metal. All of the discovered examples of bolts had special protrusions soldered to their bodies, used to move the crossbar with the key. The distribution of keys from this type of lock by layer is shown on Table 32.
In the late 11th century, there appeared a special kind of internal lock used for securing the lids of chests, large boxes, etc. These locks were made entirely of metal, and their construction was completely analogous to that of the composite locks described above. In these locks, the bolt was made of metal, and the lock mechanism itself was located inside a metallic body (illustration 75, Б), by which the lock was attached to the box or chest. In addition, these locks had overlays; these were affixed to the lid at one end, while the other end had a loop which led to the body of the lock and was latched closed by the bolt.

In the Nerevsky End, 8 locks, 14 keys and 22 overlays were found of this type. Their distribution by layer is shown on Table 33.
The completely-metallic internal locks described above for boxes and chests existed in Novgorod from the late 11th century to the second half of the 13th century. In the 14th century, the construction of these locks, like those for doors, changed. There appeared locks in which the bolt was moved by the key itself (illustration 75, B). Three such locks (10-15-282, 10-10-1003, 8-13-288) were found in a layer from the 14th century.

Type A (internal locks with wooden bolts): 1-First type of mechanism (21-23-1077); 2-Second type of mechanism (15-22-790); 3-Springs (16-33-785, 14-20-255, 18-19-988)
Type Б (chest locks): 4-Lock mechanism (17-14-704); 5-Overlays (16-22-1125, 13-19-124); 6-Key (16-23-193)
Type B (chest locks with bolts moved by the key): 7-Mechanism (10-10-1003); 8-Overlay (11-16-293)
Illustration 76 shows a chronological table of the types of interior locks.
There was one more large group of finds associated with interior door locks: face plates and door handle plates. The Nerevsky excavation uncovered 56 face plates and 18 door handle plates. The face plates were found in the same layers as their corresponding locks. Face plates for locks with wooden bolts were found in layers from the 11th-13th centuries (Illustration 77; Illustration 78, 7-9). Face plates for all-metal locks whose bolts were moved by the key were found in layers from the 14th-15th centuries (Illustration 78, 10-14).
Illustration 79 shows door handles from the 13th century.
Illustration 76: Chronological table of types of internal locks
Illustration 70: Chronological table of types of padlocks
[jeb: Translations: Ярус – Layer; Век – Century; Ключ – Key; Количество находок – Number of finds]Illustration 77: Face plates with in encrustations
1-12th cent. (18-23-98); 2-late 12th cent. (15-15-1002); 3-12th cent. (18-15-520); 4-12th cent. (18-16-577); 5-late 12th cent. (15-19-304); 6-12th cent.Illustration 78: Face plates and door handle plates
A: door handle plates: 1-13th cent. (12-17-254); 2-13th cent. (12-18-149); 3-14th cent. (8-13-227); 4-15th cent. (5-12-203); 5-14th cent. (8-4-628)
Б: lock plates: 5-11th cent. (21-25-343); 7-11th cent. (24-21-487); 8-12th cent. (17-21-52); 9-late 11th cent. (20-25-147); 10-14th cent. (9-16-146); 11-14th cent. (9-9-946); 12-14th cent. (9-10-952); 13-14th cent. (8-15-154); 14-14th cent. (8-13-258)Illustration 79: Door handles, 13th cent.
1 – 12-18-138; 2 – 11-18-141; 3 – 13-18-277; 4 – 11-18-162; 5 – 13-12-250
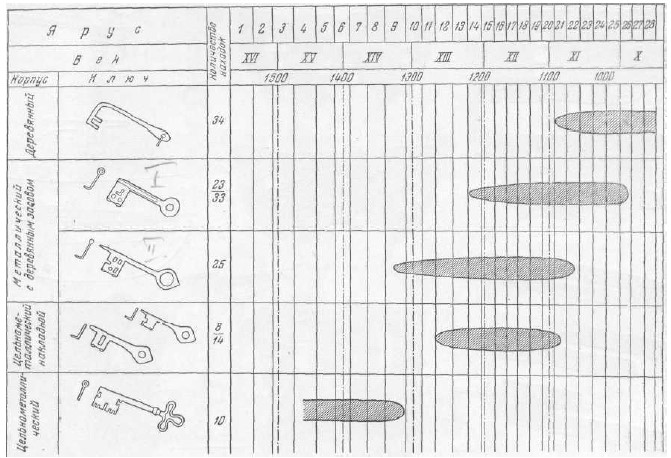
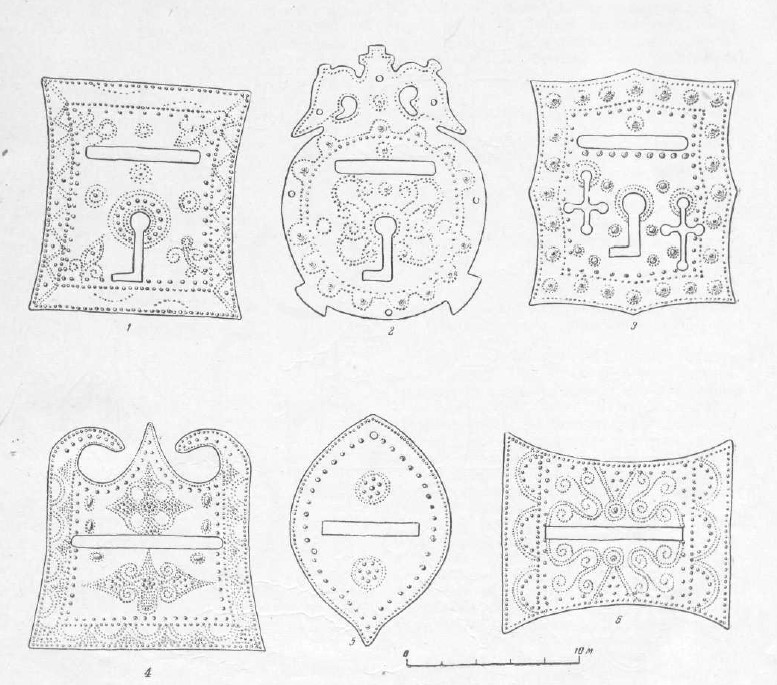
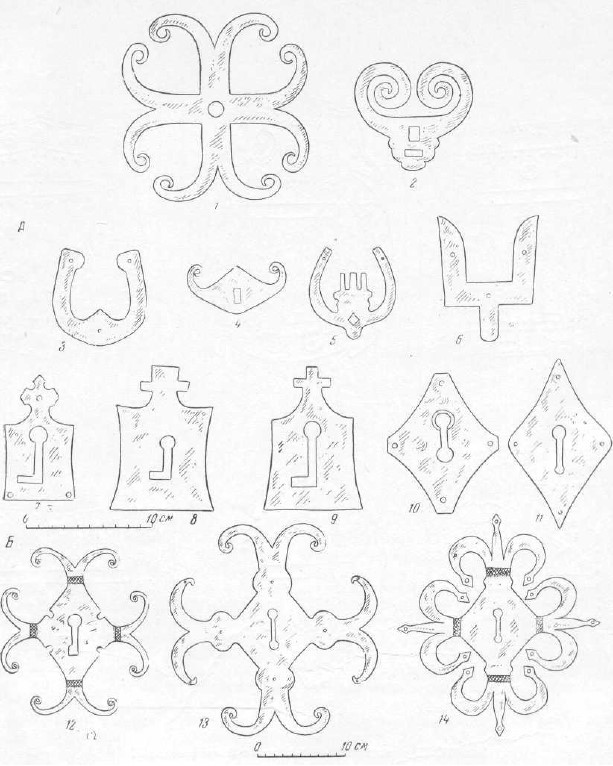
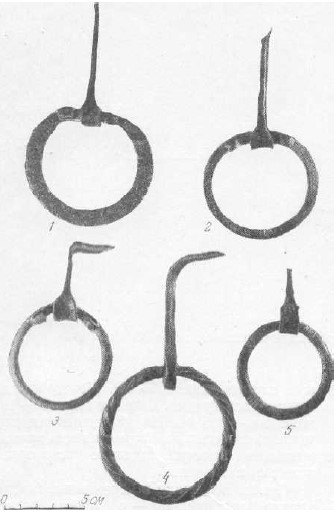
Scales and Weights
As one of the oldest measuring instruments, scales were already in widespread use by the 10th century. There were 2 types of scales: equal-arm lever and unequal-arm lever scales. The first type was a set of simple yoked cup scales; the second type was of the modern spring-balance type.
In the Novgorod collection, there are both complete sets of scales and partial scales. Scales were made of iron, non-ferrous metals, and wood. Here, we shall look only at scales made of iron.

Yoked cup scales were known in Novgorod as early as the 10th century and in subsequent centuries. From the 10th-12th century, only bronze scales have survived, but in layers from the 13th-14th centuries, scales made of iron were also found. An entire set of hand-held, jeweler’s rocker scales, an iron cup, and iron weights for this type of scale were discovered. In a late 13th century layer, part of a set of large merchant’s scales was also found.
The iron rocker arm from a set of hand-held scales was found in a 13th century layer (11-19-843). The overall length of this rocker arm (from one cup ring hole to the other) was 180 mm. The rocker arm was round in cross-section, with a diameter around 3 mm at the end and 3.2 mm near the central indicator. Precisely in the center of the rocker arm, there was a welded arrow about 37 mm long. Beneath the arrow there was a hole, into which the axle was pressed. The holes at either end of the rocker arm had small rings inserted, from which the cups were hung. The ends of the rocker arm were decorated with several crowns.
A cup from a set of scales was found in a layer from the 12th century (19-25-153). It was 115 mm in diameter. Around the edges, it had four suspension holes.
Weights from sets of scales (6 examples) were found in layers from the 10th, 11th, and 13th centuries (10-14-303, 26-29-312, 27-29-1086, 20-22-881). All of the weights were made from iron and then covered in brass. In addition, 6 iron weights, also covered in brass, were found in a hoard of Kufic coins from the 10th century.

1-hook, 13th cent. (14-17-1011); 2-hook, late 14th cent. (6-14-151); 3-weight, 12th century (19-24-50); 4, 5 – weights
For the first time among Russian antiquities, parts from large merchant scales were found in Novgorod. Only part of the rocker arm and a hook used for hanging the chains of a cup have survived (11-13-432). Illustration 80 depicts the construction of this unit. The preserved end of the rocker arm measured 250 mm in length. It was large, and rectangular in cross-section (8 x 21 mm). At one end, there was a loop with a ring, to which was attached a double hook. This hook would have been used to hold the rings from four chains from which the cup was suspended.[49]In medieval Russian scales, both round and square cups were suspected from 4 chains. See, for example, the miniatures in: Artsikhovskij, A.V. Drevnerusskie miniatjury kak istoricheskij istochnik. Moscow, 1944, p. 94. Each hook would have held two rings from the cup chains. This massive hook was 190 mm long. Both the rocker arm and the hook were made of iron.
Of medieval Russian spring-balance scales, only 2 hooks and weights have survived. A fully intact hook from a spring-balance scale was found in a 13th century layer (14-17-1011). It belonged to a large set of trade scales (illustration 81, 1). This hook was 120 mm tall. A fragment of a second hook (6-14-151) was found in a 14th century layer (illustration 81, 2). A very interesting weight from a spring-balance scale (19-24-50) was found in a 12th century layer (illustration 81, 5). This weight weighed 2450 g (6 pounds). Its dimensions were as follows: height, 76 mm; diameter, 89 mm. At the top, the weight had a small hook for hanging it from the moving ring of the spring-balance scale. This weight was made of iron.
Household and Domestic Equipment
In medieval Russian everyday life, three types of lighting fixtures were used: oil lamps, candles, and torches. Oil lamps were made entirely of clay, but for candles and torches, they used non-combustible holders – candlesticks and torch holders. Both of these types of holders are represented in the archeological material.
Candlesticks [Rus. подсвечник, podsvechnik]
Iron candlesticks came in two types: socketed (where the candle was inserted into a socket, as with modern candlesticks) and needle-like (where the candle’s based was stuck onto an iron point or needle).

A complete socketed candlestick was found in a 15th century layer (5-7-1214). It had an iron point, by which the candlestick was inserted into a wooden support, and two twisted bars which ended in sockets (illustration 82). The distance between the sockets (and therefore, the candles) was 97 mm. The sockets were 13 mm in diameter, indicating the candlestick was intended to hold slender candles. Two more candlesticks (12-16-284, 13-18-282) were found in layers from the 13th century. All of these candlesticks were made from common iron. The 15th century candlestick was carried out using simple forging techniques.
Needle-like candlesticks were used to hold thick candles. The points from such candlesticks were found in layers from the 11th and 12th centuries (22-26-282, 17-24-134). The excavation also uncovered wax candles of various sizes. The thicker candles (e.g., with a diameter of 22 mm) almost always had thick, deep notches from candlestick needles.
Torch holders [Rus. светец, svetets]

Iron torch holders (13 examples) were found in layers from the 13th century and layer. In terms of their construction, these torch holders were all similar, clamping the torch between two iron bars, but they were varied in form. In the Nerevsky dig, 3 types of torch holder were found: two were for individual torches, and one held three torches. The construction, form and sizes of these torch holders is shown on Illustration 83. Their distribution by layer is shown in Table 34.
We shall only describe one torch holder, a single-torch item (illustration 83, 5) found in a 13th century layer (13-14-928). The tang was 70 mm long, leading to a small bend, then two firmly welded and spring-like strips around 75 mm long. The torch would have been placed between these strips. The strips were 10 mm wide and 1.5 mm thick. The upper end of each plank had a curl, which sometimes held small rings which were purely ornamental.
Torch holders were placed vertically into wooden stands, such that the burning torch was always placed horizontally over a bucket of water.
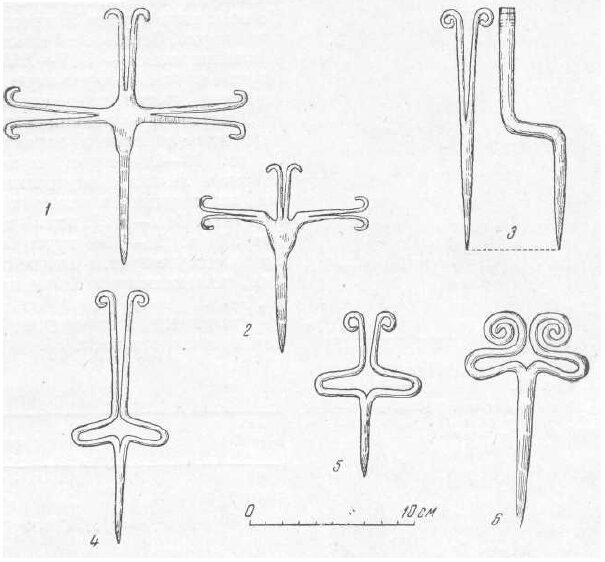
1-15th cent. (4-5-944); 2-late 15th cent. (3-5-1214); 3-13th cent. (13-14-928); 4-late 15th cent. (3-5-1245); 5-14th cent. (7-10-1238); 6-early 15th cent. (6-8-439)
Fire striker [Rus. кресало, kresalo]
The only method for creating fire in medieval Rus’ was using flint and a fire striker. The fire striker was a metallic strip used to strike flint to create sparks. It is fully known that fire strikers are frequent archeological finds in both burial mounds and in urban settings. Novgorod was no exception: the Nerevsky excavation uncovered 138 fire strikers. This large mass of fire strikers is easily divided by typology and chronology into 3 groups.
At the end of the last century, A.A. Spitsyn proposed that fire strikers in the shape of the letter “B” were the earliest and are found in 11th-12th century burial mounds, while oval strikers came from later times.[50]Spitsyn, op. cit., p. 28. The Novgorod material appears to confirm this theory, and allows us to determine the chronological framework of these types and their variants.

First type, early variant: 1-10th cent. (27-28-1065); 2-11th cent. (22-24-913); 3-11th cent. (22-27-119)
First type, later variant: 4-12th cent (19-24-214); 5-12th cent. (19-26-764); 5-late 11th cent. (20-24-302)
Second type: 7-12th cent. (19-24-155); 8-12th cent. (16-24-733)
Third type: 9-14th cent. (8-4-626); 10-late 13th cent. (10-6-677); 11-late 14th cent. (6-12-110)
Fire strikers are broken up into 3 basic types. The first type is wheel-shaped [Rus. калачевидный, kalachevidnyj, “shaped like a kalach,” a wheel-shaped bread] (42 examples), found in the 28th-15th layers. Across these layers, 38 fire strikers were more or less evenly distributed. The remaining 4 strikers were found in layer layers from the 14th-16th century, where they fell by accident through digging. This type of fire striker is easily divided into 2 variants: early, and later. The early variant was characteristic of the 10th and 11th centuries (28th-21st layers), and has a tongue in the central, inner side of the striking blade, which varies in size and is sometimes decorated (illustration 84, 1-3). The later variant was typical for the 12th century (21st-15th layers). The tongue is missing on these fire strikers, and the blade becomes smooth, elongated, and larger (illustration 84, 4-6).
The distribution of wheel-shaped fire strikers can be seen on Table 35.

An additional 4 fire strikers were found in the 3rd, 9th, 10th and 11th layers.
The dimensions of an average, typical early variant wheel-shaped fire striker are as follows: length, 80 mm (shorter and longer examples exist, but no longer than 90 mm); height, 30-40 mm; blade thickness, 4 mm. The later variant was more massive and larger in size: length, 90 mm (sometimes larger, reaching as large as 105 mm); height, up to 45 mm; blade thickness, 5.5 mm.

[jeb: Translations: Ярус-Layer; Пласт и квадрат-Plot and square; Всего-Total]
In total, 20 fire strikers of the second type were found: 17 in the 19th-21st layers, and the remaining three in later or very early layers where they ended up by accident. The distinctive marker of this type is their elongated, oval shame with pointed sides and round holes on either side of an inner opening (illustration 84, 7, 8). These fire strikers are dual-bladed, that is, both long external sides of the oval could be used. These strikers were 80 to 120 mm long, but the overwhelming majority had lengths of 110-120 mm. They were 20-30 mm wide, and around 5 mm thick. This type of striker appeared in Novgorod in the first half of the 12th century, and disappeared in the mid 13th century. The distribution of these fire strikers by layer is shown in Table 36.
In the 2nd, 9th, and 28th layers, the three additional items were found where they were mislaid by excavation.

[jeb: Translations: Ярус-Layer; Пласт и квадрат-Plot and square; Всего-Total]
Seventy two examples of the third type of fire striker (illustration 84, 9-11), or so-called “oval” strikers, were found: 66 in the 14th-3rd layers, and the remaining in much earlier layers where they ended up by chance. The length of oval strikers ranged from 60 to 90 mm, their width 24-28 mm, and thickness 4-5 mm. These strikers were double-bladed, with the width of each blade 6-7 mm. Oval strikers came into use in Novgorod in the first half of the 13th century and were in use throughout the 14th, 15th, and part of the 16th centuries. The distribution of these strikers by layer is shown in Table 37.
The outlier examples were found in the 1st, 16th, 19th, 20th, and 25th layers.
As such, the evolution of fire strikers in Novgorod was as follows (illustration 85). In the 10th and 11th centuries, the only type in use was wheel-shaped fire strikers with tongues. In the 12th century, this type of striker lost its tongue, and the blade became smooth. In the 10th-12th centuries, these strikers were richly decorated with various kinds of curls, notches, etc. In the mid 12th century, double-bladed, elongated, oval-shaped fire strikers appeared, and by the end of the century they had completely displaced the wheel-shaped type. In the first half of the 13th century, new strikers with simplified construction and technology appeared, in the form of a shortened oval with an inner opening. In the mid 13th century, these turned into the second type of fire striker, and became the only mass form of striker for the course of the following centuries.
The technology for creating fire strikers was quite interesting. We studied the structure of 27 strikers. Of these, 7 were subjected to microstructural analysis (2-26-794, 8-12-1286, 7-10-423, 9-9-502, 3-5-1274, 14-15-1049, 13-12-508), on 5 examples we took cross-sections (21-23-919, 19-16-653, 23-23-430, 20-25-102, 6-10-1142), and another 15 were completely subjected to macro-etching (18-25-814, 21-26-794, 21-23-912, 22-24-913, 27-28-1065, 13-15-922, 8-12-1298, 18-19-964, 27-29-974, 8-12-1221, 7-10-901, 6-6-1004, 5-9-324, 5-15-751, 4-5-614).

[jeb: Translations: Ярус – Layer; Век – Century; Тип кресала – type of fire striker; Количество находок – Number of finds]
In 23 examples, we revealed a structure of steel welded to the striking rib, which was made of iron. On 3 strikers (3-5-1274, 14-15-1049, 13-12-508) we found only structures of pure iron, where the steel surface had been worn off. One striker (6-10-1142) turned out to be made completely of forged steel of middling quality.
According to technical conditions, the striking blade of the fire striker must be made of steel, and the blacksmiths, well knowing this, made their strikers with steel blades. The primary technological method was the principal of welding steel blades to the iron base of the striker. Illustration 86 shows the cross-sections of welded fire strikers. The dark bands surrounding the iron base of the striker is the welded on steel plate. These steel blades were made of high-carbon steel, with a carbon content averaging around 0.6-0.8%. It is worth nothing the high level of skill in these welds: in all of the studied examples, the weld seams were thin, clean and even (illustration 25, 5).

Dark bands – steel, lighter bands – iron base
1-12th cent. (19-16-653), join between the blade and handle, mag. 4.6x; 2-same item, center of the blade, mag. 4.6x; 3-11th cent. (21-23-919), mag. 1.5x; 4-same item, center of the blade, mag. 4.6x
In studying this evolution of the construction and technology of producing fire strikers, we discover a tendency to transition from the complex to the more simple, and with this there is a degradation of quality. The construction of strikers from the 10th and 11th centuries was more complex, and they were more beautiful and better made than those of the 13th or 14th centuries. Here, as with many other items, this reflects mass production and the effort to simplify and reduce the costs of production of items intended for the wide market.
The blacksmithing techniques used to create fire strikers were relatively simple, so we won’t dwell upon them. But, the study of their construction and technology does lead us to the topic of several scientific theories about ancient Russian metallurgists and smiths. They knew well that tiny particles of iron and steel, struck off by the flint from the mass of metal, would quickly oxidize in the air and that, during that oxidation, these particles would reach a quite high temperature, to the point of glowing. Medieval Russian smiths knew well that steel (the higher the carbon content, the better), and not iron, produces a wide cluster of briefly-flashing red sparks. This is due to the fact that, in the presence of carbon in the iron (and again, the more the better), this elevation in temperature during oxidation ignites the carbon, which burns violently, creating an even higher temperature. In pure iron, this process of oxidation causes the temperature to rise more slowly. Figuratively speaking, iron sparks smolder, while steel sparks flash and burn quickly. Blacksmiths would have begun to widely observe and study this difference in the processing of iron and steel on grinding and polishing wheels as they gave final form to various items.

1-early 12th cent. (20-25-789), 2-15th cent. (4-9-1121); 3-late 15th cent. (3-5-1303); 4-15th cent. (4-10-255)
To complete this review of the typology and technology behind fire strikers, we must note that sometimes the blacksmiths, most like on spec, created strikers with unique, atypical shapes. For example, in a layer from the early 12th century (20-25-789), a fire striker was found of the shape shown on Illustration 87, 7. No less original were the forms of several strikers from the 15th century (4-10-255, 4-9-1121, 3-5-1303; illustration 87, 2-4).
Iron was also widely used in the kitchens of Novgorod housewives. Here we see iron bearings (heels) and spindles from hand millstones, iron handles and hoops from wooden buckets, iron brackets and rings from copper boilers, iron trivets, frying pans, pan handles, iron handles for copper basins, and hearth chains.
Mill bearings and spindles [Rus. порхлыца, porkhlytsa, веретено, vereteno]
Bearings and spindles, two metallic pieces of handheld mills which support the upper millstone, were found in the Nerevsky dig in a layer from the 13th century. In all, 5 bearings (10-15-1242, 11-18-118, 13-11-651, 13-20-782, 15-22-147) and one spindle was found. The small quantity of these finds despite the widespread use of hand mills in everyday life (in all, 62 millstones were found) is explained by the fact that these items were most often made of wood. Several dozen wooden bearings, which were sometimes inserted directly into the millstone, were uncovered.

1 – 11-18-118; 2 – 15-22-147; 3 – 10-15-1242; 4 – 13-11-651
The construction of iron bearings can be seen in Illustration 88. On average, these bearings were 115 mm long, 30 mm wide, and 10 mm thick. The center of the bearing has a round hole, 14 mm in diameter.
Bucket hoops and handles [Rus. обручь, obruch’, дужка, duzhka]
Iron hoops and handles (bails) from medieval Russian buckets were found in quite a large quantity, in layers from all centuries. In all, 52 handles and 37 hoops were found. The arrangement and form of the handles can be seen in Illustration 89. Handle rods came in round, rectangular, diamond-shaped, or twisted cross-sections. Rectangular handles were most common (23 examples found). The majority of the handles came from buckets which were 170-210 mm in diameter, but handles have also been found from much larger vessels, with diameters of 230, 260, 320, 370, and even 460 mm. The handle was attached directly to wooden rivets; it had ends that were loop-, hook- or even angle-shaped, placed into the the rivet holes. The handles were most often made from raw iron.
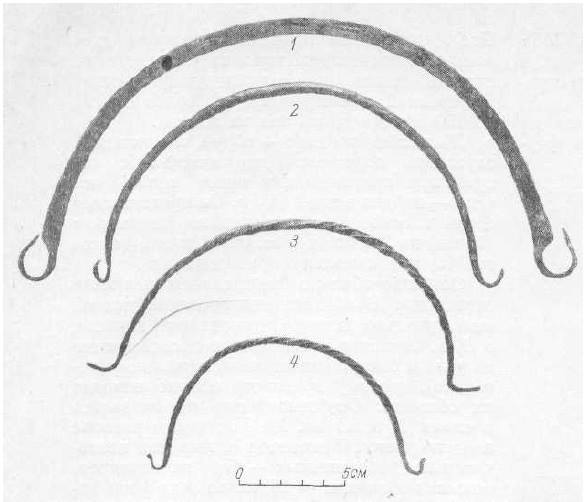
1-11th cent. (21-19-997); 2-12th cent. (16-20-1022); 3-12th cent. (17-18-1105); 4-late 12th cent. (15-15-1068)
Bucket hoops were made from strips of iron, 7-10 mm wide (sometimes up to 14 mm) and 1-1.5 mm thick. The hoop was held together by a wire loop.
It is interesting that handles made from twisted rods was in fashion in the late 12th, 13th, and 14th centuries. Handles made from diamond-shaped or round rods fell out of use in the late 12th century, while handles made from rectangular rods, which were more convenient and stronger, existed throughout all centuries.
Boiler brackets [Rus. ушки котлов, ushki kotlov, boiler “ears”]
Large copper boilers were used not only in the household, but also at times of war campaigns for cooking. The riveted body of these boilers was always made from thick sheets of copper, but the brackets (“ears”) from which they were suspended were always made of iron. Thirty nine such brackets were found in layers from the 13th, 14th and 15th centuries. They were sometimes found in groups (pairs), and in one case in the 7th layer, they were found in 3 adjacent squares (1073, 1082, 1089), totaling 11 examples. In the 12th layer, squares 272-274 revealed 4 brackets. In addition, one more bracket was found from the 12th century (20-18-569), there were none found from the 11th century, and from the 10th century, 2 brackets were found (28-32-273, 28-33-156). Judging by the finds of these brackets, copper boilers were most widely used in Novgorod in the 13th-15th centuries.
Illustration 90: Brackets from copper boilers
1-13th cent. (12-18-272); 2-13th cent. (12-14-278); 3-late 13th cent. (10-15-290); 4-14th cent. (9-14-272)Illustration 91: Ring and bracket from a copper boiler, 12th cent. (18-18-890)
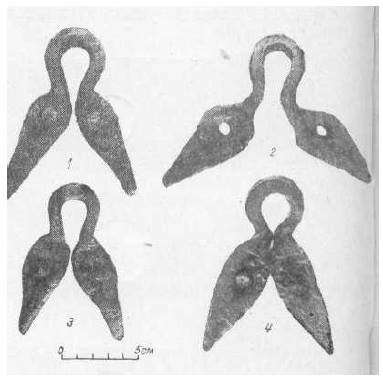
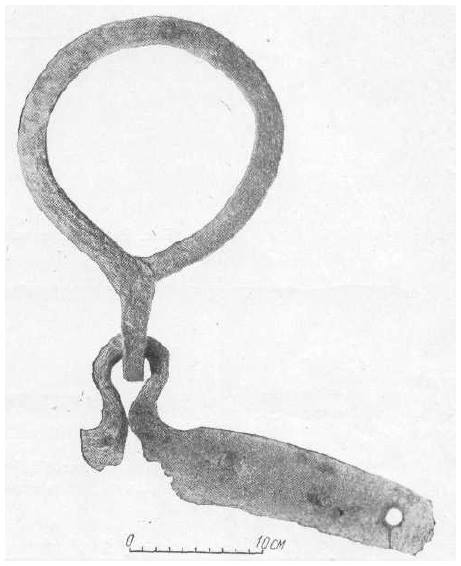
The shape and size of these brackets is shown in Illustration 90. Sometimes, the brackets were made in different shapes, with elongated mounting plates (illustration 91). These were intended, most likely, for large, thin-walled copper basins. Two of this type of bracket were found (18-18-890, 11-15-290). Both types of brackets were attached to the boiler or basin with copper rivets. The brackets themselves were made of common pig iron.
Copper boilers were also associated with one additional iron detail – large flat rings with hooks (illustration 91). Three examples were found (18-18-890, 18-23-196, 21-21-429). These were used for hanging the boiler over a fire. Two such rings were attached to a thick wooden pole laying upon a support, and the boiler hung on chains attached to the hook by the ring. The inner diameter of the ring ranged from 120-150 mm. They were made of iron.
Trivets [Rus. таганок, taganok]
An iron trivet, a ring on legs serving as a support for a vessel while cooking directly over a fire, was found in a 14th century layer. It was a flat, iron ring (175 mm in diameter) with three small legs (illustration 92). The legs (60 mm in height) were welded to the ring.

Frying pans [Rus. сковорода, skovoroda]
Iron pans are specially abundantly represented. In everyday life of Novgorodian housemakers, they were especially widely used, starting as early as the 10th century. They were placed directly onto the fire, and quickly wore out (the iron burned through), as a result of which, archeologists typically find them in fragments. A particularly large number were found in 10th and 11th century layers. In total, the Nerevsky excavation uncovered 148 frying pans (17 examples were complete or minimally damaged; 46 large fragments; 85 smaller fragments). The distribution of these finds by layer is shown in Table 38.
Forged iron frying pans were a little different from modern cast iron: they were shaped as a spherical segment with a very large radius, and did not have a flat bottom. They were made in various sizes, with diameters from 150 to 300 mm. These frying pans, as mentioned, were forged from iron, and had thicknesses ranging from 1.5-2 mm.

[jeb: Translations: Ярус-Layer; Пласт и квадрат-Plot and square; Всего-Total; ниже – Below]
Pan handles [Rus. сковородник, skovorodnik, чапельник, chapel’nik]
In order to place a frying pan into the fire or to remove it from the fire, a special tool was required, called a pan handle. Six pan handles were found in layers from the 11th-13th centuries (22-27-154, 21-19-475, 20-19-513, 18-21-411, 15-15-572, 12-19-784). These handles were in the form of a long iron rod, which had a small fork on one end (illustration 93). The width of this fork (the notch) was 6-7 mm, and it was 20-30 mm deep. The length of the iron rod ranged from 450-500 mm. The other end of the iron rod was inserted into a wooden handle, ended in a narrow tang (5 examples), or ended in a socket (there was one socketed pan handle, 18-21-411).

1-11th cent. (21-19-475), 2-late 11th cent. (20-19-513)
Knitting pins [Rus. булавка спицы, bulavka spitsy]
Among the items needed for spinning fibers, knitting pins made of iron were used with spinning wheels. These pins were used to affix the bundle of flax fibers to a distaff. These pins had a plain, standard shape – a long, tapered rod, square in cross section, twisted several times in the upper section, and ending in a looped head (illustration 94, 1-8). In all, 21 pins were discovered, primarily from the 14th century.

[jeb: Translations: Ярус-Layer; Пласт и квадрат-Plot and square; Всего-Total]
The distribution of these knitting pins by layer is shown on table 39. The table shows only 19 examples; the remaining two were found in the 19th and 21st layers, where they ended up as the result of digging in the site. The size of these pins was rather consistent. Their length ranged from 100 to 130 mm. These pins were made of iron and then tin-coated. It is worth noting that in the Novgorod countryside, similar knitting pins were in use until the 20th century.
Costume Accessories
In medieval Novgorod, iron was also used to create several costume accessories: clothing pins and brooches, belt buckles and rings, and boot heel plates.
Clothing pins [Rus. булавка одежды, bulavka odezhdy]
Pins for affixing outer clothing were made in the form of a long rod (averaging 100-140 mm) with various kinds of heads.

A – loop-headed knitting pins: 1-12th cent. (19-23-275); 2-14th cent. (8-11-890); 3-14th cent. (9-15-1142); 4-14th cent. (9-10-967); 5-14th cent. (7-8-916); 6-14th cent. (8-11-921); 7-late 13th cent. (10-7-693); 8-15th cent. (5-13-115)
Б – pins with movable ring heads: 9-13th cent (13-19-263); 10-late 12th cent. (15-22-133); 11-13th cent. (14-20-168); 12-late 12th cent. (15-22-780); 13-12th cent. (16-17-446); 14-14th cent. (7-15-702); 15-13th cent. (11-19-748)
One common type of pin had a movable ring as the pin head (illustration 94, 9-15). Nine of these pins were found in layers from the 11th-14th centuries, but the majority were found in layers from the late 12th century (6 examples) and early 13th century. The length of these pins ranged from 67 mm (15-22-780) to 193 mm (13-19-263). These were also plated in tin.
In addition, several uniquely-shaped pins were found in layers from all centuries (illustration 95).

1-12th cent. (17-19-898); 2-14th cent. (9-11-930); 3-12th cent. (16-17-940); 4-12th cent. (17-21-268); 5-10th cent. (6-31-842); 6-14th cent. (10-11-982); 7-13th cent. (12-13-1048); 8-late 12th cent. (15-19-301)
Fibular Brooches [Rus. фибула, fibula]
Among iron fibulae – a label buckle used to fasten clothing – only one type was discovered: horseshoe-shaped, with spirally curled ends (illustration 96, 1-3). 12 examples were found, of which 10 were from the 10th and early 11th century. The distribution of fibulae by layer is shown on Table 40. The table mentions only 10 fibulae. Of the remaining two, one (17-13-699) was found found in the spoil heap from digging the foundations of Yuri Ontsiforovich’s house, and the other was in the 20th layer and also appeared to have been displaced by digging. It is worth noting that similar fibulae of non-ferrous metal were also found in the 10th and 11th century layers (24 examples, out of 31 total). Iron fibulae were made primarily of a single size, around 45 mm in diameter. Some fibulae, as with pins, were tin-plated.

[jeb: Translations: Ярус-Layer; Пласт и квадрат-Plot and square; Всего-Total]
Belt buckles [Rus. поясная пряжка, pojasnaja prjazhka]
Thirty seven examples of belt buckles were found in the dig. These are divided into two stable forms and several unique forms.
The first type of buckle, which is rectangular (illustration 96, Б), is represented by 15 examples found primarily in layers from the 13th century. Their distribution by layer is shown in Table 41. One more buckle was found in the 21st layer, and 4 buckles were found in upper disturbed layers where they most likely ended up along with the excavated dirt (they were found in squares 54, 55, 57, and 75). On average, rectangular buckles measured 35 x 50 mm.

[jeb: Translations: Ярус-Layer; Пласт и квадрат-Plot and square; Всего-Total]
The second type of buckle (illustration 96, B) is represented by 14 examples. These buckles were found in layers from the 12th-14th centuries. Their sizes ranged from the small (arc radius 10 mm) to the large (arc radius 22 mm). Belt buckles were typically tin plated, but 2 examples were covered with brass.
Uniquely-shaped buckles were found in various layers (illustration 96, Г).
It should be noted that all of the types of buckles described above were also used for horse tackle straps.

A – fibulae, 10th cent.: 1 – 28-31-1029; 2 – 26-25-571; 3 – 26-24-566
Б – First type of buckle: 4-13th cent. (11-11-475); 5-12th cent. (16-21-291); 6-13th cent. (14-60-60); 7-13th cent. (13-11-489)
B – Second type of buckle: 8-late 14th cent. (6-13-775); 9-14th cent. (8-14-113); 10-late 14th cent. (6-11-1116); 11-13th cent. (13-11-763)
Г – Uniquely-shaped buckles: 12-10th cent. (28-33-136); 13-13th cent. (12-18-197); 14-late 14th cent. (6-6-984); 15-10th cent. (28-30-1088); 16-late 14th cent. (6-13-145)
Д – Second type of boot heel plate: 17-16th cent. (0-4-70); 18-14th cent. (6-5-588)
E – First type of boot heel plates: 19-15th cent. (3-7-324); 20-15th cent. (5-10-42)
Boot heel plates [Rus. подковка, podkovka, “horseshoe”]
In Novgorod, shoes with hard heels arose relatively late, in the 14th century. As a result, iron boot heel plates, which were often attached to the bottom, are also found only in layers from the 14th-15th centuries. In all, around 26 boot heel plates were found in the dig. They can be divided into two types: one for boots with tall, narrow heels (the later type), and another for boots with regular, wide heels. The first type of boot heel (illustration 96, 19, 20) was attached to the heel with nails, and therefore always had 5-6 holes. At the rear, where the heel would frequently wear down, it was typically a bit thicker, up to 8 mm. The second type of boot heel (illustration 96, 17, 18) had a different construction. The were arc-shaped, rectangular-cross-section strips (average size around 6×3 mm), with three small holes where the boot heel would be attached to the shoe’s leather heel. All of these boot heel plates were made of common pig iron.
Miscellaneous Items
Nails [Rus. гвоздь, gvozd’]
The largest collection of iron items found from medieval Rus’ is of nails, which were widely used in building, crafts, household daily life, etc. Quite naturally, over 4000 examples were uncovered in the Nerevsky excavation. This massive quantity can be divided into several groups, based on their intended use: construction nails, tacks, shoe nails, and hobnails. These types of nails were found in all layers, starting from the oldest (10th century).
The vast majority of nails (around 95% of all found) were construction nails [Rus. строительно крепежные гвозди, stroitel’no krepezhnye gvozdi, “construction fasteners”]. These nails ranged in length from large, massive studs 325 mm long, to small nails 30-40 mm long. They were all identical in shape, with square or slightly-rectangular cross-sections. The cross-section of the 325 mm nail was 20 x 20 mm at the head, while the 40 mm long nails measured 3 x 3 mm. The rod narrowed smoothly to the very point of the nail. Round nails were also found in the dig, but typically there were 100 square nails for every round nail.
Based on the shape of the head, nails are divided into actual nails (that is, rods with flattened heads in round, oval, square, etc. shapes) and spikes, where the head is either a bend end of the rod (fairly rare), or with a flattened thickness along the plane of the rod (illustration 97). Nails with round, flat heads were the most common form of construction nail, representing the majority of finds.

About 120 examples of tacks [Rus. обойный гвоздь, obojnyj gvozd’] were found in the excavation. They are reminiscent in shape to modern tacks, but were completely forged. These nails were used to fasten metal, leather, and other decorations, ferrules, etc. onto doors, furniture, and other wooden articles. These nails did not exceed 25-30 mm in length, and were as small as a few millimeters in length. Their heads were typically round and faceted. The nail rod was typically square, but sometimes round in cross-section.
Shoe nails [Rus. гвоздь сапожный, gvozd’ sapozhnyj] were most commonly discovered in the dig together with leather footwear. They were used, as in modern times, to attach the soles of shoes to the insoles and uppers. In total, 75 examples were found. It is worth noting how absolutely similar medieval Russian nails were to modern examples. Illustration 98 shows 3 nails: two (first and second from the left: 14th cent., 7-15-851 and 8-11-424) are medieval Russian, while the one on the far right is modern, purchased in Moscow in 1955 and called a “shoe nail” to use the store’s nomenclature. As can be seen from the illustration, the latter is in no way different from the 14th century examples. The size, shape of the rod, and head are all identical, as was the technology used to make them. The only difference is that the medieval examples were made by hand, while the modern one was made by machine. On average, shoe nails were 16 mm long, and their square rods were around 2.5 x 2.5 mm at the head.

1-14th cent. (7-15-851); 2-14th cent. (8-11-424); 3-modern
Eight examples of hobnails [Rus. подковный гвоздь, podnovnyj gvozd’] were found, 4 of which were found together with a boot heel plate (20-20-472). These nails were similar in shape to modern examples, except for their smooth rods. They measured around 40 mm in length, about 5.5 mm wide, and 1.8 mm thick at the head.
All of the nails were made of common iron. Microstructural analysis of 10 nails (6-12-222, 13-14-1071, 20-24-324, 14-18-279, 9-11-971, 13-18-23, 11-16-22, 21-26-104, 24-28-276, 16-20-371) revealed structures of ferrite.
As for the relatively simple technology used to create nails, we point out only that as early as the 10th century, they had flattened heads, which would only have been possible to “set out” using a nail header. Above, we mentioned that nail headers were also found in Novgorod.
Rivets [Rus. заклёпка, zakljopka]
Iron rivets, used for inseparable durable fastening of wooden parts, were primarily used in shipbuilding, and as such, were found in small numbers in the Nerevsky dig. In total, 35 rivets were discovered, primarily in layers from the 10th-12th centuries. Rivets were only made in round shape, and were 20-50 mm long (in Russian archeology, longer rivets up to 100 mm have been discovered elsewhere). Their heads were smooth and round, while their collars were diamond-shaped (illustration 97). Like nails, rivets were made of common iron.
Braces [Rus. скоба, skoba, скрепа, skrepa]
When joining the ends or lateral seams of boards in wooden constructions, Novgorodians used two- or three-pronged braces, or staples. Both types of braces were found in the Nerevsky excavation. Two-pronged braces came in various sizes, from very small boat braces with a connecting strip 30 mm in length, to large construction braces 120 mm long. The shape of three-pronged braces was relatively standardized. Their typical width was around 90 mm on one side. Braces were made of common iron.
Chains [Rus. цепь, tsep’]
In the Novgorod collection, lashing chains and other kinds of chains are especially well represented. They were found in layers from all centuries, but were especially common in layers from the 13th and 14th centuries. In all, 81 chains were found, with 65 from that time period. The collection includes entire chain sets, consisting of hooks, rings, 6-8 chain links, and fastening rings (for example, finds 13-20-143, 9-11-935), as well as individual chain links.
Chains were made in different fashions and consisted of various selections. They differed from one another primarily in the shape and construction of their links. They can be divided into 7 basic types of links, from which the chains were built (illustration 99).

The largest group was made of welded links in the shape of unclosed figure-eights (totaling 38 finds). The central length of these links was around 90 mm. The cross section of the rod used to made these links was most frequently round, but sometimes square, measuring 7-8 mm. Chains made from these links were massive and reliable (illustration 99, 1).
Chains of a different form (14 examples collected) were made up of S-shaped links (illustration 99, 2). Sometimes the ends of these links were forged into curls. Links of this construction were typically small in size. The length of these links was 35-45 mm, but sometimes as large as 75 mm. The rod used to make these was rectangular in cross-section.
Steel, oval links were also used (9 examples). Their lengths ranged from 45 to 120 mm. The rod used to make these links was always round in cross-section (illustration 99, 3). A few chain sets (6 finds) were discovered with links like those depicted in illustration 99, 4. These links were welded from square or rectangular rods.
In a layer from the 15th century, chains were found (5 finds total) with links in the form of waisted figure-eights (illustration 99, 5). These were made from a rod that was in the shape of an elongated oval in cross-section. The dimensions of these links were relatively standardized: 85 mm in length, with the width of the waist ring 13 mm.
The next two types of links belong to the so-called “toggle” chains [Rus. костыльковый, kostyl’kovyj]. The first type consists of links made from a twisted rod or “toggle” (4 examples were found; illustration 99, 6). These reached up to 150 mm in length. The second type is made of links (3 finds) with twisted rods, the ends of which have welded loops (illustration 99, 7). These links were large in size, with lengths reaching 125, 140, and 175 mm.
Chains were made from common iron. A micro-section on one chain link from the 14th century (8-9-994) showed a typical ferrite structure with a small quantity of slag inclusions.
In the construction of chain sets, which were commonly hung from hooks, the construction of a hinge which allowed the chain to spin around its longitudinal axis is of interest. In a ring with a flattened wall in one spot, they created an even round hole, in which they placed a rod with a wide flattened head (much like a rivet). The other, lower end of the rod ended in the ring, to which the chain was attached. When the chain was spun around its axis, the rod would freely revolve in the hole of this ring, which was attached either directly or through another means to some sort of immobile support.
Spikes [Rus. шип, ship]
Another large collection of finds from the Nerevsky excavation was of iron spikes. Over 350 examples of these were found. They were distributed throughout all layers equally, starting from the earliest and ending in the 15th-16th centuries. The construction of spikes was simple (illustration 100, 1). They had round or oval collars, which were 30-45 mm long and 2-3 mm thick. From the center of their flat surface, on one side, there was a pointed spike, four-sided in cross-section and 8-18 mm long; on the other side, from either side of the collar, there were two flat, pointed tangs, each of which was 30-60 mm long. These tangs were made such that they could be hammered into an item, or sometimes could be crimped onto an item.
The use of these spikes is not entirely clear. They are thought to have been used for tree-climbing, or possibly for walking on ice. There are also other theories on their use. In Western European archeology and in historical military studies, there is the idea that similar spikes, which were absolutely identical to those from Novgorod, were used with horseshoes.[/mfn]Petersen, J. Vikingetidens redskaper. Oslo, 1951, p. 62.[/mfn] Without denying the possibility that, in some cases, these spikes could have been for shoeing horses (or more likely, for wear on horses’ hooves), we think that they were used in the construction of wooden clubs (maces), which were the simplest and most common form of weapon used by medieval Russian troops. The following observations support our theory. First of all, in Novgorod, very normal horseshoes are found from the earliest times (8 examples were discovered). Secondly, the vast majority of the spikes found have straight or slightly bent tangs, which were used to attach these spikes to something. The only material that these large tangs could have been inserted into would have been wood. This wooden base would have had to have been large, and clubs of that side have also been found. In addition, among the spikes (and as I already said, the number of these was large and found in all layers), spikes with bent, touching tangs were found very rarely. Our opinion is only preliminary, as we so far have not yet found any clubs or other items containing these spikes.

1-Spikes; 2-Collar, late 13th cent. (10-11-975); 3-Scabbard finding, 14th cent. (19-6-663); 4-Scabbard finding, late 13th cent. (10-9-569)
The form, size and technology behind these spikes was completely identical for items from the 10th century, as for those from the 15th-16th centuries.
Styli [Rus. стиль, stil’]

1-11th cent. (22-24-375); 2-12th cent. (19-21-911)
The list of sporadic finds from Novgorod includes several examples of so-called “styli”, tools used for writing on waxed tablets. The purpose of this tool has been repeatedly described in print.[51]Kolchin, B.A. “Drevnejshaja russkaja azbuka.” Russkij jazyk v shkole. 1956 (2); Timoschuk, B.A. “Ob instrumentakh dlja pis’ma (stiljakh).” KSIIMK, 1956 (62), pp. 155-158. Six of these styli were found in Novgorod, of which 3 were made of iron, and 3 of non-ferrous metal. The iron styli were found in layers from the 11th-13th centuries (22-24-375, 19-21-911, 10-10-564). The overall length of these tools (including the bronze styli) averaged around 135 mm, but the length of one stylus from the late 13th century was only 110 mm. The width of the shield used to erase that which had been written on wax was around 20 mm. This shield was sometimes decorated, and the tool itself was completely plated in tin (illustration 101).
Collar [Rus. ошейник, oshejnik]
Of undeniable interest is a part of an iron binding from a large leather collar for some kind of massive animal, possibly a bear. This binding, which had sharpened teeth on the outside, existed so that, when necessary, the owner could pull on the collar and inflict pain on the animal. This collar piece was found in a layer from the late 13th century. It was made up of several segments (illustration 100, 2), joined by several rings. Each section was made up of a lower and upper strip, between which the thick leather collar was clamped (the leather would have been around 3.5 mm thick), and then the plates were riveted together. Undoubtedly there would have been large, semicircular notches in the leather for the rings that join the sections together. The upper plate of each section was toothed. For decorative purposes, the plates were given different shapes. The iron parts of this collar were plated in tin.
Scabbard findings [Rus. оправа, oprava]
In the layers from the 13th-15th centuries, several iron findings (including overlays and rings) were found from the leather scabbards of sabers, daggers and knives. These findings were used to hang the scabbard from a belt. The construction of these findings is clear from Illustration 100, 3, 4. They were made of iron, and several were also coated in tin. In total, 7 sets were found in various degrees of preservation (11-16-289, 11-14-882, 10-9-569, 9-6-663, 6-12-176, 5-15-761, 3-3-1003).
Shackles [Rus. оковы, okovy]
Some relatively unique archeological finds were sets of shackles, found in Novgorod in layers from the 12th-14th centuries (4 examples – 16-17-940, 16-18-1060, 12-13-937, 7-11-1223).
We know well from numerous written accounts that in medieval Rus’, they would “fetter” individuals, that is, clap iron rings with chains on their hands or feet due to one reason or another. For example, in the Primary Russian Chronicle, under the year 1097, it says: “And they placed him in double fetters and took him to the watchman for the night.”[52]Povest’ vremennykh let. Part I. Moscow-Leningrad, 1950, p. 172. We can now see from this find what these “double fetters” were.

1-14th cent. (7-11-1223); 2-12th cent. (16-18-1060)
These double fetters were constructed as follows (illustration 102). Two massive semicircular rods and one intermediate rod were attached from one side movably on a thick rivet such that the intermediate rod could open or close one of the semicircles. The outer ends of the rods had loops, through which, once closed, the shackle of a lock could be placed, filling the hole. If needed, the end of a chain could also be placed on the lock’s shackle, allowing one to fasten these irons to any sort of item. These iron fetters were quite massive. They were made in different sizes; for example, a large set of leg fetters had a diameter of 80 mm, which a smaller set of handcuffs had a diameter of only 40-50 mm.
Mouth harp [Rus. варган, vargan]
Among the various iron items owned by Novgorodians, there were also such items as musical instruments. In a layer from the 16th century (1-6-78), near the side of the pavement on Kholop’ja Street, we found a mouth harp. This insrument was in the form of a small circular horseshoe with elongated ends and a thin, steel tongue attached to its center and running between the ends (illustration 103). This Novgorodian mouth harp had an outer diameter of 32 mm, with elongated ends that were 35 mm long. The overall length of the instrument was 64 mm. The width of the gap between the ends, where the tongue was placed, was 3.5 mm. The steel tongue, which was only partially preserved, was 0.8 mm.

The mouth harp was played in the following manner. The player would place the instrument in his open mouth or against his teeth, then would vibrate the harp’s tongue by twanging it with his finger. His mouth would serve as a resonator, and at the same time as an apparatus to control the pitch by opening or closing the oral cavity.
Mouth harps are widely seen across the globe in modern times. It was also know among the Slavs. For example, a mouth harp (or in Ukrainian, drymba) was found in Moldavia in the Slavic settlement of Alchedar from the 10th century.[53]Fedorov, G.B. “Itogi trekhletnikh rabot v Moldavii v oblasti slavjano-russkoj arkheologii.” KSIIMK. 1954 (56), p. 18.
Part IV – Conclusion
An analysis of the techniques of blacksmith production showed that Novgorodian artisans, who created various assortments of simple and complex items from iron and steel, were skilled in a wide range of technological operations, including the following: 1) free forging, 2) forge welding, 3) heat treatment, 4) shaping metal with grinding wheels and files, 5) cold cutting of metal with chisels, 6) metal polishing, 7) soldering, 8) plating with non-ferrous metals, 9) inlays of non-ferrous and precious metals, 10) artistic blacksmithing.
All of these methods were already in use in Rus’ by the end of the 1st millennium CE, had reached a high level of development, and continued to be used at that same level throughout the following centuries.
If we compare these technological operations, for example, that of welding, on items from the 10th-11th centuries vs. those from the 15th-16th centuries, we find no significant differences. The technology and quality of welds on this or that item were completely identical. We find the same similarity as well in the technology of free forging, welding, heat treatment, plating with non-ferrous metals, and other operations.
Our analysis of the technologies of ironwork production showed that the technical system of Novgorodian arts was stable. This stagnation of technical skills was characteristic not only for Novgorod and for Rus’ as a whole, but also for all technical skills for the feudal period, in Europe and Asia as well. In the thirteenth chapter of Das Kapital, Marx writes: “On this basis (the basis of social production, formed by craftsmanship and manufacture – B.K.), each separate branch of production empirically finds a corresponding technical structure, and slowly improves upon it, and quickly crystalizing it as soon as a certain degree of maturity has been reached.”[54]Marks, K. Kapital. Vol. I. 1937, p. 457.
This “degree of maturity” was reached, as we have seen above, in the techniques of metallugy and ironworking in the first century of the creation and development of the young Russian state. Marx further writes: “But once the corresponding shape of this instrument has been empirically discovered, the working tool also freezes, as is shown by its transition, sometimes over the course of a millennium, from the hands of one generation to those of another.”[55]ibid. The technical skills of the blacksmithing arts, established in the 9th-10th centuries, became the basis of Russian ironworking production through the mid 17th century.
Although these technological operations, that is, the technical system for this craft, were relatively stable in their degree of technical development and set of skills, it was quite natural that, depending on the conditions which existed in any given century, they varied widely and changed in practice for each concrete example. For example, the technology of welding on a given item, such as knives, was in the 10th-11th centuries to use multi-layered welds, in the 12th-13th centuries used butt welding, and in the 14th-15th centuries used oblique welds. Similar changes also can be seen in other items.
Turning to a review of the constructive form and types of items created by Novgorod blacksmiths, it is necessary to note that here too, we observe with few exceptions the same picture as with their technology of production. The forms of basic types of tools found in the Nerevsky excavation in the 10th-11th centuries and in the following periods, up to the 15th-16th centuries inclusive, were construction-wise completely identical. We noted this above with the descriptions of each type of iron product.
Summing up our observations by each group of item, it is possible to make the following conclusions.
Sickles, scythes, and shovels were completely stable over the course of 6 centuries, starting from the 10th. The shape and construction of coulters changed significantly over the course of the 10th-15th centuries, as a result of developments in the system of land use.[56]See Kir’janov, A.V. “Istorija zemledelija Novgorodskoj zemli X-XV vv. (Po arkheologicheskim materialam).” Trudy Novgorodskoj arkheologicheskoj ekspeditsii, Tom II. Materialy i Issledovanija po Arkheologii SSSR, No. 65. 1959 (2), pp. 306-362.
Among craft tools, we also observe a constructive persistence. From the tools used for woodworking, chisels, drill bits, files, adzes, drawknives, carvers, hand-chisels, and nail headers had one and the same form, and were constructively not dependent on time. Likewise, the forms of instruments for smithing, lockmaking, and jewelry-making were also stable.
From the items belonging to the category of tools, only two – axes and knives – changed various elements of their construction, mainly based on technological changes, but not their constructive type. The decisive factor influencing the changes in structural elements of knives and axes were not technical (e.g., the development of new techniques), but rather economic (the reduction in cost of products through the simplification of their production).
A slightly different picture emerges when we turn to items such as locks, fire strikers, and several other items of everyday life. Here, the construction of items was influenced not only by technological norms, such as tools were for example, but also by consumer tastes and the fashion of the time. As a result, the form of these items changed. Over 100-200 years, there appeared new constructive ornament, and the old forms disappeared. But, as these shapes changed, the technological construction of these items remained as before. For example, the mechanism of padlocks remained one and the same over 7 centuries – a shackle with divergent springs – while the shape of the lock changed more than 10 times.
A similar evolution of form and type was seen less frequently in items of steel and iron than in items made from non-ferrous metal, bone, glass (beads), etc. This pattern is quite natural: those other materials were primarily used to create items of décor and toilet accessories, which were always driven by the fashion of the times. Among iron products, it is possible to create a chronological classification for only a few types of weapons,[57]See Medvedev, op. cit. axes, knives, razors, locks and keys, fire strikers, pins, buckles, fibulae, and chains.
List of Illustrations
- Illustration 1: Blast furnace
- Illustration 2: Iron blooms (cross-sections)
- Illustration 3: Cross-section of the bottom contents of 15th century vessel used for iron carbonization (5-10-1125)
- Illustration 4: Smith’s tools
- Illustration 5: Files
- Illustration 6: Nail header (6-7-928)
- Illustration 7: Jeweler’s tools
- Illustration 8: Crucible tongs
- Illustration 9: Axes
- Illustration 10: Axes of transitional and individual forms
- Illustration 11: Axes with wooden handles
- Illustration 12: Chronological table of types of axes
- Illustration 13: Technological diagram of axe blades
- Illustration 14: Microstructures
- Illustration 15: Cross-section, 11th cent. axe
- Illustration 16: Adzes
- Illustration 17: Socketed adzes
- Illustration 18: Saws
- Illustration 19: Saw blades
- Illustration 20: Chisels
- Illustration 21: Feather-shaped drill bits
- Illustration 22: Drawknives
- Illustration 23: Wooden handle on a drawknife
- Illustration 24: Technical diagrams
- Illustration 25: Cross-section and Microstructures
- Illustration 26: Slick
- Illustration 27: Wood gouges
- Illustration 28: Cooper’s croze blades
- Illustration 29: Curled chisels
- Illustration 30: Shaped gouges
- Illustration 31: [Not present in original]
- Illustration 32: Nail puller
- Illustration 33: Claw puller head
- Illustration 34: Knives
- Illustration 35: Macro-etching of knives
- Illustration 36: Chronological table of knife technological patterns
- Illustration 37: Cross-section of knife blades
- Illustration 38: Microstructure of three-layer knives
- Illustration 39: Technological diagram of knives
- Illustration 40: Microscopic structures on knives with welded blades
- Illustration 41: Multi-layered knives from the 11th century
- Illustration 42: Classification of knives by intended use
- Illustration 43: Knives
- Illustration 44: Folding knives
- Illustration 45: Razors
- Illustration 46: Spring scissors
- Illustration 47: Articulated scissors
- Illustration 48: Scissors technology
- Illustration 49: Microstructures
- Illustration 50: Awls
- Illustration 51: Needles
- Illustration 52: Needle eyes
- Illustration 53: Bone-carving tools
- Illustration 54: Bone plane
- Illustration 55: Bast awls
- Illustration 56: Coulters
- Illustration 57: Sickles
- Illustration 58: Scythes
- Illustration 59: Technical diagram of scythes
- Illustration 60: Scythes with wooden handles
- Illustration 61: Scythes with folding handles
- Illustration 62: Shovel fittings
- Illustration 63: Cowbell
- Illustration 64: Fishing tackle
- Illustration 65: Type A, Б and B padlocks
- Illustration 66: Keys for Type A padlocks
- Illustration 67: Keys for Types Б and B padlocks
- Illustration 68: Type Г, Д, Е, Ж padlocks and keys
- Illustration 69: Individual padlocks and keys
- Illustration 70: Chronological table of types of padlocks
- Illustration 71: Keys for wooden locks
- Illustration 72: Keys for wooden latches
- Illustration 73: Internal lock schematic drawing
- Illustration 74: Keys
- Illustration 75: Chest and box locks
- Illustration 76: Chronological table of types of internal locks
- Illustration 77: Face plates with in encrustations
- Illustration 78: Face plates and door handle plates
- Illustration 79: Door handles
- Illustration 80: 13th century yoke scale fragments
- Illustration 81: Spring-balance scale fragments
- Illustration 82: Candlestick
- Illustration 83: Torch holders
- Illustration 84: Fire strikers
- Illustration 85: Chronological table of types of fire strikers
- Illustration 86: Fire striker cross sections
- Illustration 87: Uniquely-shaped fire starters
- Illustration 88: Millstone bearings
- Illustration 89: Bucket handles
- Illustration 90: Brackets from copper boilers
- Illustration 91: Ring and bracket from a copper boiler
- Illustration 92: Trivet
- Illustration 93: Pan handles
- Illustration 94: Pins
- Illustration 95: Uniquely-shaped pins
- Illustration 96: Fibulae, buckles, boot heel plates
- Illustration 97: Nails and rivets
- Illustration 98: Shoe nails
- Illustration 99: Types of chains
- Illustration 100: Spikes, collar, scabbard finding
- Illustration 101: Styli
- Illustration 102: Shackles
- Illustration 103: Mouth harp
- jeb1: Medieval illumination showing a Russian smithy
- jeb2: Photo of an artisan’s croze
List of Tables
- Table 1: Spectral analysis results
- Table 2: Distribution of admixtures and samples by layer
- Table 3: Type B tweezer measurements
- Table 4: Crucible tong measurements
- Table 5: Axes of the first type
- Table 6: Axes of the second type
- Table 7: Axes of the third type
- Table 8: Weighted axes of the third type
- Table 9: Socketed adzes
- Table 10: Chisels
- Table 11: Drill bits
- Table 12: Drawknives
- Table 13: Wood gouges
- Table 14: Nail pullers
- Table 15: Folding knives
- Table 16: Razors of the first type
- Table 17: Razors of the second type
- Table 18: Spring scissors
- Table 19: Articulated scissors
- Table 20: Sewing needles
- Table 21: Sickles
- Table 22: Scythes
- Table 23: Shovel fittings
- Table 24: Type A padlock finds
- Table 25: Type Б padlock finds
- Table 26: Type B padlock finds
- Table 27: Type Г padlock finds
- Table 28: Type Д padlock finds
- Table 29: Type Ж padlock finds
- Table 30: Wooden internal lock finds
- Table 31: Composite lock finds
- Table 32: Metallic lock finds
- Table 33: Chest and box lock finds
- Table 34: Torch holders
- Table 35: Wheel-shaped fire strikers
- Table 36: Fire strikers, second type
- Table 37: Oval fire strikers
- Table 38: Frying pan finds
- Table 39: Knitting pin finds
- Table 40: Fibulae finds
- Table 41: Rectangular belt buckle finds
Footnotes
| ↟1 | jeb: Rus. кочедык, kochedyki, a curved awl, used for weaving items from bast. |
|---|---|
| ↟2 | Kolchin, B.A. “Topografija, stratigrafija, i khronologija Nerevskogo raskopa.” Trudy Novgorodskoj arkheologicheskoj ekzpeditsii. Tom I. MIA. Iss. 55 (1956), pp. 44-137. |
| ↟3 | Kolchin, B.A. “Chernaya metallurgija i metalloobrabotka v drevnej Rusi.” MIA. Iss. 32 (1953). |
| ↟4 | jeb: that is, quenching and tempering. |
| ↟5 | Novgorodskie pistsovye knigi (NPK), vol. III; Gnevushev, A.M. Otryvok pistsovoj knigi Votskoj pjatiny vtoroj poloviny 1504-1505 gg. Kiev, 1908. |
| ↟6 | NPK, vol. III, pp. 501, 908, 916, 913, et.al. V.N. Kashin widely studied this topic in his work “Krest’janskaja zhelezodelatel’naja promyshlennost’ na poberezh’e Finskogo zaliva po pistsovym knigam 1500-1505 gg.” Problemy istorii dokapitalisticheskikh obschestv (PIDO). 1934 (4), p. 12. |
| ↟7 | jeb: a pood is a medieval Russian measure of weight, equal to about 36 pounds. So, 20,000 poods would be approximately 360 tons of iron. |
| ↟8 | See for example NPK, vol. III, p. 912. |
| ↟9 | Artsikhovskij, A.V. “Novgorodskie remesla.” Novgorodskij istoricheskij sbornik. Iss. 6. Novgorod, 1939, p. 3. |
| ↟10 | NPK, vol. III, p. 609. |
| ↟11 | For example, a Yakutsk blast furnace from the 20th century, cf. Gajduk, A.A. “Proizvodstvo syrodutnogo zheleza v Jakutskom okruge.” Zhurnal Russkogo metallurgicheskogo obschestva. St. Petersburg, 1911, p. 293; Strelov, E.D. “K voprosu ob ekspluatatsii zalezhej rud po rr. Batome i Ljutenge.” Kozjajstvo Jakutin. 1928 (1), p. 55. |
| ↟12 | Kolchin, B.A. Otchet ob arkheologicheskikh razvedkakh na poberezh’e Finskogo zaliva v 1948 g. Rukopis. Nauchnyj arkhiv IIMK, D. No. 455. |
| ↟13 | Rabinovich, M.G. “Raskopki v Moskve v 1950 g.” KSIIMK, 1952 (44), p. 117. |
| ↟14 | Mansurov, A.A. “Drevnerusskie zhilischa.” IZ. 1941 (12), p. 85. |
| ↟15 | Efimova, A.M. “Metallurgicheskie gorny v gorode Bolgare.” KSIIMK. 1951 (38), p. 129. |
| ↟16 | On the technology for creating welded steel, cf. Kolchin, Chernaja metallurgija… p. 51, et.al. |
| ↟17 | This work is being performed by the Laboratory for Structural and Spectral Analysis of the Chair of Archeology for the Department of History at Moscow State University and in the Laboratory for Spectral Analysis of the Institute for the History of Material Culture. |
| ↟18 | This analysis was carried out by Ju.L. Schapova and A.N. Repin in the Laboratory for Structural and Spectral Analysis of the Chair of Archeology for the Department of History at Moscow State University. |
| ↟19 | Kolchin, Chernaya metallurgija… |
| ↟20 | Medvedev, A.F. “Oruzhie Novgoroda Velikogo.” Trudy Novgorodskoj arkheologicheskoj ekspeditsii, Tom II. Materialy i Issledovanija po Arkheologii SSSR, No. 65. 1959 (2), pp. 121-191. |
| ↟21 | jeb: the term used here, шаг зуба / shag zuba, literally translates as “tooth pitch”, which is measured as the number of teeth per 1 inch/25.4 mm. The author appears to actually mean tooth interval, the distance from one tooth point to the next tooth point. I have translated accordingly. |
| ↟22 | jeb: To clarify a bit on the use of this header, stock rod would be forged into a conical or tapered shape, such that when inserted into the hole on a nail header, the nail body was able to pass through the hole, but when the taper reached the size of the hole, the rod could be inserted no further. The rod would be cut a short distance above the hole, reheated in the forge, and then reinserted into the nail header. By hammering the hot iron over the nail header’s hole, this end of the nail would become flattened out into the head of the nail. The funnel shape on the underside of the header helped to prevent the nail from becoming stuck in the header, and made it easier to remove the finished nail. |
| ↟23 | jeb: Rus. учанник, uchannik, “one who builds учаны / uchany, ‘river ships’.” |
| ↟24 | A detailed trace of the chronological evolution of the development of iron axes in Eastern Europe, in particular in the second half of the 1st millennium CE, is not possible at this time due to a lack of archeological data. |
| ↟25 | Brandenburg, N.E. “Kurgany Juzhnogo Priladozh’ja.” Materialy po arkheologii Rossii. 1895 (18), St. Petersburg. |
| ↟26 | Kolchin, Chernaja metallurgija…, pp. 104-108. |
| ↟27 | Flinders Petrie, W.M. Tools and weapons. London, 1917, p. 18. |
| ↟28 | Filippov, N. Kustarnaja promyshlennost’ Rossii. St. Petersburg, 1913, p. 168. |
| ↟29 | Collection of the Kiev Historical Museum, inv. no. S67005. |
| ↟30 | Kolchin, Chernaya metallurgija…, pp. 108-111. |
| ↟31 | Chesnokov, V.I. Tokarnoe proizvodstvo po derevu. Moscow, 1939, p. 48. |
| ↟32 | jeb: the English word “croze” can mean either the groove inside the barrel, or the tool used to gouge out these grooves. |
| ↟33 | jeb: Unfortunately, illustration 31 is not visible in various copies of this article I found online. |
| ↟34 | We have already described these techniques in detail, cf. Kolchin, Chernaja metallurgija…, pp. 74-81. |
| ↟35 | Flinders Petrie, op. cit., p. 48. |
| ↟36 | Spravochnik shvejnika. Moscow-Leningrad, 1948. |
| ↟37 | Flinders Petrie, op. cit., p. 36. |
| ↟38 | Kultura materialna starozytnej Grecji. Warsaw, 1956, p. 270. |
| ↟39 | Sizov, V.I. “Kurgany Smolenskoj gubernii.” MAP. No. 28. St. Petersburg, 1902, p. 97. |
| ↟40 | Kolchin, Chernaja metallurgija…, p. 86. |
| ↟41 | jeb: A coulter is a vertically-mounted blade which cuts a groove in the earth just ahead of a plowshare, allowing the plow to turn over the earth more cleanly. |
| ↟42 | Kir’janov, A.V. “Istorija zemledelija Novgorodskoj zemli X-XV vv.” Trudy Novgorodskoj arkheologicheskoj ekspeditsii, Tom II. Materialy i Issledovanija po Arkheologii SSSR, No. 65. 1959 (2), pp. 310-367. |
| ↟43 | Spitsyn, A.A. “Kurgany s Peterburgskoj gubernii v raskopkakh L.K. Ivanovskogo.” MAR. Iss. 20, 1896, p. 35. |
| ↟44 | Artsikhovskij, A.V. “K metodike uzichenija serpov.” Trudy sektsii arkheologii RANION. Vol. IV. Moscow, 1928, p. 29. |
| ↟45 | 7 locks and 14 keys were unable to be placed into these types because they were unique in form; an additional 24 locks and 18 keys could not be placed typologically due to their poor preservation. |
| ↟46 | jeb: Note I’ve retained the Russian alphabet indicators (А, Б, В, Г, Д, etc.) for these types, to better align with indicators on the illustrations. The English sound of the letter is shown in quotes in the section title where the letters differ between the two alphabets. |
| ↟47 | Flinders Petrie, op. cit., p. 59. |
| ↟48 | Lebedev, G. “Derevjanny zamki Chukhlomskogo uezda.” Trudy Kostromskogo nauchnogo obschestva po izucheniju mestnogo kraja. Iss. XI, 1927, p. 138. |
| ↟49 | In medieval Russian scales, both round and square cups were suspected from 4 chains. See, for example, the miniatures in: Artsikhovskij, A.V. Drevnerusskie miniatjury kak istoricheskij istochnik. Moscow, 1944, p. 94. |
| ↟50 | Spitsyn, op. cit., p. 28. |
| ↟51 | Kolchin, B.A. “Drevnejshaja russkaja azbuka.” Russkij jazyk v shkole. 1956 (2); Timoschuk, B.A. “Ob instrumentakh dlja pis’ma (stiljakh).” KSIIMK, 1956 (62), pp. 155-158. |
| ↟52 | Povest’ vremennykh let. Part I. Moscow-Leningrad, 1950, p. 172. |
| ↟53 | Fedorov, G.B. “Itogi trekhletnikh rabot v Moldavii v oblasti slavjano-russkoj arkheologii.” KSIIMK. 1954 (56), p. 18. |
| ↟54 | Marks, K. Kapital. Vol. I. 1937, p. 457. |
| ↟55 | ibid. |
| ↟56 | See Kir’janov, A.V. “Istorija zemledelija Novgorodskoj zemli X-XV vv. (Po arkheologicheskim materialam).” Trudy Novgorodskoj arkheologicheskoj ekspeditsii, Tom II. Materialy i Issledovanija po Arkheologii SSSR, No. 65. 1959 (2), pp. 306-362. |
| ↟57 | See Medvedev, op. cit. |
Thank you so much for this translation, so much of the archaeological literature in Russia is unavailable because of the language! So many interesting and unique finds! Do you know if these objects have been published on a Russian online webpage? I’m especially interested in the scythe handles, only two are depicted but several is supposed to have been found.