I recently finished reading and translating this article discussing the technology used by craftsmen in medieval Novgorod to produce rings, bracelets, torcs, and other items of jewelry. This was one of the first studies of medieval jeweler technology in medieval Rus’, and I started reading it after seeing it referred to by Ювелирные изделия древнего Новгорода (Х-XV вв.) by M.V. Sedova, thinking it would shed light on my own study of the jewelry arts. The Soviet-era de rigueur reference to Marx and Engels is eye-rollingly quaint, and I don’t necessarily agree with all of her guesses. But, the article provides a nice overview of various kinds of jewelry, as well as various tools and even workshops found in the Novgorod archeological digs. It would be cool to produce a set of period tools similar to the ones seen here as part of a set someday. The article is broken into several sections: an explanation of the scientific methods used (stratigraphy, microscopic structural analysis, metallography, etc.), a description of jewelers’ workshops and tools discovered in Novgorod, a description of various kinds of jewelry found and how they were produced, and a fabulous synthesis of the jewelry production techniques and their timelines. Finally, there is an appendix describing the various casting molds and fragments discovered in Novgorod. The article also has a number of great illustrations of items being described. Enjoy!
Jewelry Production Technology in 10th-15th Century Novgorod
A translation of Рындина, Н.В. «Технология производства новгородских ювелиров X-XV вв.» Материалы и Исследования по Археологии СССР. 1967 (117), с. 200-268. / Ryndina, N.V. “Tekhnologia proizvodstva novgorodskikh juvelirov X-XV vv.” Materialy i Issledovanija po Arkheologii SSSR. 1967 (117), pp. 200-268.
[Translation by John Beebe, known in the Society for Creative Anachronism as Master Ivan Matfeevich Rezansky, OL.]
[Translator’s notes: I’ve done my best to convey both the meaning and style from the original. Comments in square brackets and footnotes labeled “jeb” are my own. This document may contain specialized vocabulary related to embroidery, archeology, Eastern Orthodoxy, or Russian history; see this vocabulary list for assistance with some of these terms. This translation was done for my own personal education, and is provided here as a free resource for members of the Society for Creative Anachronism who may be interested in this topic but are unable to read Russian. I receive no compensation or income for this work. If you like this translation, please take a look at other translations I have made available on my blog.]
[The article in the original Russian can be found here: https://www.twirpx.com/file/2871087/.]
The technological mastery and keen artistic taste of Novgorod’s silversmiths, whose hands created the church vessels and works of fine art preserved for centuries in her sacristies, attest to the high degree of Novgorod’s art of jewelry. Study of these unique works, however, do not allow us to completely judge the level of technology of Novgorodian jewelers and when various technical methods came into use. Recent archeological digs carried out in the Nerevskij region of Novgorod have allowed us to study the technology of mass production by the cities jewelers. In addition to the collection of jewelry itself, numbering near 1000 items, these digs have uncovered a large number of various instruments, billets, semi-finished products, and even entire jeweler workshops. Technological study of these materials was carried out along the following directions:
- to analyze the complexes which provide evidence of local jewelry production;
- to detect a selection of instruments and devices used by Novgorod silver and coppersmiths;
- to establish a set of techniques in use by the city’s jewelers;
- to clarify the chronology of these techniques based on the stratigraphy of the Nerevskij excavation.
In order to identify the methods of creating the categories of decorative items we studied, we used various methods of natural and technological science: metallurgy, spectrography, and thermal and petrographic analysis.
The massive amount of material, its precise chronology, and the use of modern methods of study has made it possible in some cases to draw conclusions that go beyond the walls of a single medieval Russian city, and which show the high level of technological culture of the medieval Russian art of jewelry.
As such, the subject of this work is the technology of production used by Novgorod’s jewelers from the 10th-15th centuries, based on materials from the Nerevskij digs from 1951-1957 and particularly from 1958. The problem of the socio-economic structure of the art of jewelry which the author is currently studying is out of scope for the current article.
In literature of archeology and historic technology, the technology of medieval Russian jewelry has been little studied. The first focused study of the art of medieval Rus’ was carried out by B.A. Rybakov.[1]Rybakov, B.A. Remeslo drevnej Rusi. Moscow, 1948. A few chapters of his book are dedicated to jewelry production in villages and cities. Summarizing a large amount of archeological material, the author produced a map of the development of medieval Rus’ jewelry production. However, a whole array of questions were not able to be resolved based only on this morphological method. Moreover, this book, which came out in 1948, was unable to shed light on the material uncovered by the Novgorod expedition.
N.N. Stoskova[2]Stoskova, N.N. Drevnerusskoe litejnoe delo. Doctoral thesis. Moscow, 1954. has carried out extensive study of medieval Russian casting technology. The author managed to collect all of the casting forms known from digs of Slavic cities and burial mounds from the pre-Mongol period. Great attention was paid to the study of artistic centers, including raw materials, tools, and finished products by casters. She is credited with the introduction of metallurgy to identify the technological patterns of metal products. But, the abilities of this method have not been fully utilized. Overall, N.N. Stoskova’s work contains a number of generalizations which are not fully supported by a study of the products of ancient foundries. Of great interest is an article by the same author on casting technology using “pattern molds” [imitatsionnye formy].[3]Stoskova, N.N. “Lit’e sposobom ‘navyplesk’ v drevnej Rusi.” Voprosy istorii estestvoznanija i tekhniki. 1956 (1).
This is the extent of the range of studies having a direct relation to our topic. As for generalized Western European publications, they could be useful for our work only as supporting reference material.[4]Hugo, B. Technologie und Terminologie der Gewerbe und Künste bei Greichen und Römern. Vols. I-II. Leipzig, 1879, Berlin, 1912; Neuburger, A. Die Technik der Altertums. Leipzig, 1919; Feldhaus, F.M. Die Technik der Antike und des Mittelalters. Potsdam, 1931; A History of Technology: Greek, Roman and Medieval. Vol. I. Oxford, 1958 (A fine metal work. By H. Marion, H. Plenderleith); Theobald, W. Technik Kunsthandwerks in zehnten Jahrhundert. Berlin, 1933; Ohldeberg, A. Metalltechnik under förhistorisk tid. Vol. I, II. 1942-1943; Lüder, F. Zur Geschichte der Lötetechnik. Die Technik. 1950.
Medieval Russian written sources contain very little evidence about the jeweler arts. They are limited to the mention of names of artists killed in battle or the chance mention of a jeweler’s instrument. Discussion of production techniques are absent. Therefore, in order to fully determine the technological methods used to create items as determined by microscopic study, it was sometimes necessary to turn to the writings of Theophilus. His book On Divers Arts[5]Theophilus, presbuter. Schadula diversarum artium. Wien, 1874. Translation of this book was kindly provided to the author by E.Ch. Skrzhinskaja, whom I take this opportunity to thank. served as a guide for beginner artists of south-west Germany, who were not yet organized into workshops and had the ability to freely select their methods of manufacture. Theophilus dedicates a third of his work to the processing of metal, and describes in detail casting methods, cold forging, soldering, gilding, tinning, etc.
We were also able to glean some useful data about jewelry technology from ethnographic materials on artisanal production from the late 19th and 20th centuries.
Illustration 01: Silver Medallion, 14th century

Macro photograph, magnification 4x.
Research Technique
Before moving on to the study of Novgorod jeweler workshops, let us first review methodology for the technological analysis of precious metal items. Items made of ferrous metal come to us in a greatly corroded state, and morphological study of those items provides almost no technological conclusions. When studying the technology of non-ferrous metal objects, purely external observations often play a large role.
One of the most widely used methods for working precious and similar metals was casting. Medieval Russian casters made use of various forms of casting: rigid molds, molds created through the impression of a finished item into clay, wax models, etc. Morphological analysis sometimes allows us to determine which method an artisan used to cast a particular item. The basic principles for the external study of cast objects were outlined by B.A. Rybakov.[6]Rybakov, op. cit., pp. 157-158.
I would like to outline anew some of the points that can help refine the methodology for analyzing the technology used on cast objects.
When casting into a rigid mold, false-filigree decoration has extremely peculiar contours. This is different from the smooth transition from background to raised elements of false-filigree elements; moreover, cross-cut prominent bands, as a rule, flow toward the background of the item (Illustration 1). This may be only a result of how the grooves were cut into the stone and the subsequent creation of transverse scratches caused as the engraver involuntarily touched the surface surrounding the cuts with his tool.
When casting from a wax model, ornament carved into the product is often uneven and intermittent, caused by the malleable waxy surface reacting to even the most insignificant trembling of the artisan’s tool (see below Illustration 21). Lost wax casting can create the characteristics of raised decoration and delicate, smooth lines of design through either impressions into the wax surface, or rigid and straight borders from cuts into the wax. One of the clearest signs of lost wax casting is the presence of characteristic waxy flow caused when the artist repaired cracks in the wax mold using a heated knife.
When casting using a clay mold created using a wooden model, the structure of the wood can be clearly seen reproduced in the metal. However, in relation to products cast from lead-tin alloys, this sign may be interpreted in two ways: it may equally be a sign that the item was cast using a wooden mold, or that it was cast in a clay mold created from a wooden exemplar.
Signs of forged items are less clear: the lack of casting seams or sprue remains, uneven cross-sections, the lack of molded ornamentation, and the presence of longitudinal depressions caused by the metal cracking during deformation. A binocular loupe with magnification from 3x-140x allows one to itemize and trace these signs more clearly. But, morphological study of methods does not always produce successful results, even when using a magnifier. This study can outline common features of the technology used in production, but does not allow one to recognize all the subtleties of how it was processed. As such, clear technological methods may only be discerned with the assistance of metallography. In this work, we reply on the results of nearly 100 microstructural analyses in order to decipher the technology used for wire, ingots, and various decorations.[7]These metallographic analyses were carried out by the author in the Archeological Laboratory for Spectrographic and Structural Analysis at Moscow State University. In some cases, the author made use of consultation with Candidate of Technical Sciences M.V. Pikunova, Associate Professor of Casting, and of Candidate of Technical Sciences I.I. Novikova, Associate Professor of Metal Science, both from the M.I. Kalinin Department of Non-Ferrous Metals and Gold. The author extends to them her gratitude.
For microstructural analysis, one must obtain a sample. The size of this sample is determined by the number and types of tests which are to be conducted on the given item. During metallographic analysis of cast and soldered items, for example, it is necessary to obtain several sections, such that the cross-sections cross all possible soldered seams in the given scenario. It is sometimes desirable to obtain both longitudinal and transverse cuts, for example, to obtain the technological characteristics of a wire.
The mirror surface of each thin section is etched using a specific reactive solution. As a result, under the microscope, various structural areas can be seen which reconstruct the technological scheme of a given item — the structure of cast pure copper; crystalline structures of cast bronze and brass; the equiaxed crystals of deformed heated alloys; the textures caused by working the cooled metal; structures of various types of thermal treatment; soldering of seams; etc.
Microstructural analysis of non-ferrous metal is associated with a host of difficulties. First of all, it is complicated by the difficulty of preparing cross-sections, even when compared to ferrous metal. The extreme viscosity of copper and tin alloys, the rapidity with which the surface hardens during polishing, the predisposition to oxidation — all of these can make obtaining an ideal mirror surface extremely pain-staking and difficult, and sometimes it may be necessary to resort to special tricks to obtain a sample (for example, removing hardening from the surface of tin alloys using a particular reagent). Aside from this, the most jewelry items are so fragile, that preparing a sample becomes possible only through the use of special compounds which create a protective cover for the item. The best of all substances tested for this purpose turned out to be AKR-7 dental powder, poured around the item in a cylindrical press. Having added a special organic solution to the powder, the press is tightly screwed and lowered for 35-40 minutes in boiling water. As a result of this polymerization technique at this temperature, the items becomes embedded in a cylindrical (according to the shape of the press) casing. The temperature of the boiling water is unable to induce any structural changes in copper or its alloys. Aside from AKR-7 powder, good results were obtained by embedding fragile items in Wood’s metal.
A second difficulty lies with the selection of etching solutions. Copper and bronze, as a rule, are easily etched by ferric chloride or a solution of ammonium persulfate; but it is always necessary to find an etching solution anew for each alloy of tin.
Finally, the third difficulty is the annealed[8]Annealing is a type of thermal processing of metals characterized by the temperature and the time that it the metal was held at that temperature. structure that occurs as a result of the object being heated in fire. This can be confirmed or ruled out using stratigraphic means.
In addition to structural analysis, spectrographic analysis also had a secondary significance in our work. This is tied to a pair of circumstances. First of all, medieval alloys are well known. Secondly, the composition of medieval Russian non-ferrous metal is modified significantly by repeated melting. As a result, spectrographic study can hardly be used to determine the source of ores. A happy exception from this point of view are primary ingots of unworked metal. As a result, we turned to the assistance of spectrographic analysis only to study the content of ingots and of enamel inlays. Aside from this, the need to study the composition of metal was sometimes prompted by the lack of clarity of its structure.
Petrographic analysis was used in order to determine the types of stone used to create casting forms. Modeling played a great role in the revelation of the technology behind some decorations. This was carried out to reconstruct the individual operations used in metal casting: slush casting, lost wax casting, and casting using earthen and wooden molds. Based on wax models, we cast several seal rings similar to ones found in Novgorod, several plaques, and one pin with a three-bladed head. This not only confirmed our initial assumption that these items had been cast using the lost wax model, but also generated criteria for identifying objects of similar technology through their external structure. Casting several simply-decorated plaques in a wooden mold proved the applicability of these molds for creating items from lead-tin alloys with low melting points.
As such, study of the technology of Novgorod jewelry was based on a combination of external observation, as well as metallographic study. We halt briefly to look at the history of the use of metallography in the study of items of non-ferrous metal.
In 1911, the Italian metallurugist F. Giolitti published the results of his microstructural analyses of several prehistoric axes and the application of metallography to archeology.[9]Giolitti, F. “Studi metallogra[…] armi preistoriche.” Atti della Academia delle Scienze di Torino. Torino, 1911, pp. 446-449.[10]jeb: Part of the reference information for this footnote is not well reproduced in the .djvu copy of this article I am translating from. The areas which are not legible are indicated using “[…]”.
In 1913, the English metallurgist H. Garland turned to the analysis of ancient Egyptian copper and bronze tools as part of his study of the physical changes which metals and alloys undergo related to atmospheric conditions.[11]Garland, H. “Egyptian metal antiquities.” The Journal of the Institute of Metals. 1913 (X), pp. 329-343. He came to the conclusion that extended exposure of items to a foundry environment of the cultural layer does not generate any significant impact on its structure. This important methodological study opened wide possibilities to the use of metallography for the study of archeological metal items.
American metallurgists have repeatedly turned to microstructural study of Peruvian bronze.[12]Foot, H.W., Buel, W.H. “The composition, structure and hardness of some Peruvian bronze axes.” The American Journal of Science, 1912 (200), pp. 128-132; Mathewson, C.H. “Metallographic description of bronzes from Machu Picchu, Peru.” The American Journal of Science, 1915 (240), pp. 525-598. Of particular interest to us is work published in 1915 by C. Mathewson with the results of analyses of Peruvian works from the Inca period. Comparing the character of structures with the chemical compostion of bronzes, Mathewson came to the conclusion that they were obtained through the deliberate fusion of tin and copper, and not through chance smelting of mixed copper-tin ores.
Several analyses of Scandinavian bronze items were carried out by the German metallurgists O. Bauser and O. Vogel.[13]Bauer, O., Vogel, O. “Metallographische Untersuchung vorgeschichtlicher Bronzefundstücke.” Mitteilungen aus dem königlichen Materialprüfungsamt. Berlin, 1916, pp. 291-296. The German scientist C. Elam used metallographic study to uncover the technology used for Greek silver coins.[14]Elam, C.F. “Microstruktur altgriechischer Silbermünzen.” Referat. Metall und Erz., 1932 (29), p. 199.
In 1932, there appeared the first Russian article about the use of metallography in archeology.[15]Sal’dau, P.Ja., Guschina, A.F. “Primenenie metallographii v arkheologii.” Soobschenija Gosudarstevennoj akademii istorii material’noj kul’tury. 1932 (3-4), p. 49. The metallurgist P.Ja. Sal’dau and archeologist A.F. Guschina published an analysis of a bronze Caucasian pin from the second millenium BCE, and based on this study, described the technology of its production.
The articles listed above, a list which could be further extended with a series of articles by foreign authors,[16]Rose, T.K. “On the annealing of coinage alloys.” The Journal of the Institute of Metals. 1912 (VIII), pp. 86-125; Philips, G.B. “The composition of some ancient bronze in the dawn of the art of metallurgy.” American Anthropologist. 1922 (XXIV), pp. 129-143; Meldrum, W.B., Balmer, A.E. “Analyses of materials of the middle bronze age.” The Journal of Chemical Education. 1931(8), pp. 2171-2174; Jacob-Friesen, K.H. “Der Bronzeräderfund von Stade.” Prähistorische Zeitschrift. No. 18, pp. 154-186; Crichton Mitchell, M.E. and S.S. “Metallurgical analyses of three bronze age axes.” Proceedings of the Society of Antiquities of Scotland. 1935 (69), pp. 424-430; Fink, C.G., Polushkin, E.P. “Microscopic study of ancient bronze and copper.” American Institute of Metallurgical Engineers. 1936 (122), pp. 90-120; Morton, F. “Metallographische Untersuchungen an Bronzen aus Hallstatt.” Mitteilungen der prähistorischen Kommision der Academie der Wissenschaften. Vol. V, No. 4, Wien, 1949, pp. 126-127; Burton, T., Brown, Voce, E. Ancient Mining and Metallurgy Committee, second report: Bronze Age Metal Objects from Azerbaijan. Man, XLIX, 1949, pp. 174-178. relate to the initial application of metallographic analysis to archeological finds of non-ferrous metal. During this stage, it was typical for study to focus on singular objects. It was not possible to make broad historic-technical generalizations based on these findings. Only large-scale metallographic study of works tied to a given historical era can provide interesting technological and historical conclusions. This large-scale method was first used by the Swedish archelologist A. Oldeberg.[17]Oldeberg, A. Det nordisca bronsaldersspännets historia. Stockholm, 1933. In a work on the history of Scandinavian fibula brooches from the Bronze age, he carried out several dozen microstructural analyses, through which he determined the technology behind them. Having shown the narrow sequence of change in the typology and technology of each category of fibula over the course of the Bronze age, A. Oldeberg proved their Scandinavian origin.
In 1942-1943, another fundamental work by A. Oldeberg came to light – a two-volume history of the non-ferrous metallurgy and metalworking of Scandinavia, covering the period from the moment the emergence of metals to the Viking era.[18]Oldeberg, A. Metalteknik under förhistorisk tid. 1942-1943. Microstructural study of a large number of tools, weapons and decorations allowed the author to write about when various technologies appeared, and to distinguish between items which were imported vs. of local creation. Moreover, the author worked from the assumption that similarity of form does not indicate a common origin, as form can be easily borrowed. Commonality of technology is a much stronger basis for making such conclusions. In the first part of his work, based on spectrographic and chemical analyses, A. Oldeberg provides a detailed history of non-ferrous metals and alloys in Western Europe. But, the author’s pro-German orientation interferes with his historical objectivity. The historical scheme which prevails over the author causes him to study particularly carefully German archeology, German ores, methods used by German smiths, and to constantly contrast Scandinavian and German metallurgy and metalworking. Using these one-sided parallels, he inevitably exaggerates the influence of central German metallurgy centers upon Scandinavian development.
A work by German researchers G. Otto and W. Witter on the metallurgy of Central Europe in the Bronze Age is particularly interesting.[19]Otto, H., Witter, W. Handbuch der ältesten vorgeschischtlichen Metallurgie in Mitteleuropa. Leipzig, 1952. The fourth chapter of the book is dedicated to metallographic study of works made from bronze and copper. The authors believe that the first stage of metalworking was forging items from native copper. To distinguish fused metallurgical copper from unmolten virgin copper, they looked at the presence of copper oxide inclusions in metallographic samples.[20]ibid., p. 54.
In 1956, the Polish scholars A. Gardowski and K. Wesołowski released an article about the metallurgy of the Trzciniec culture.[21]Gardowski, A., Wesołowski, K. “Zadanienia metalurgii kultury trzcinieskiej w swietle ‘skarbów’ brasowych z dratowa now. puławy i rawy mazowieckiej.” Materiały starozytne. 1956 (1), pp. 59-100. Based on numerous spectrographic structural and X-ray analyses, the authors reproduced Trzciniec metalworking technology.
The Italian researchers Leoni and Panseri used metallographic analysis in their study of the technology of Roman and Etruscan mirrors.[22]Panseri, C., Leoni, M. “Sulla tecnica della fabricazione degli specchi i bronzo etruschi.” Studi etruschi. 1957 (25), pp. 305-319; Panseri, C., Leoni, M. “Esame di specchi bronsei, ritrovati in sepolcreti romani dell’alte Lombardia, del I e II secolo d. C.” Sibrium, v. III.
In 1957, a book was published by E. Salin on the technology of the Merovingian era. Structural analysis was used to determine the purity of metals and alloys, complementary to semi-quantitative spectral analysis.[23]Salin, E. La civilisation Mérovingienne. Vol. III. Paris, 1957. In addition to the works listed above, we are also familiar with the following: Chassaigne, L, Chauvet, G. Analyses de bronzes anciens du Dpt. de la Charente. Collect. de Mg. G. Chauvet. Thése pour le doctorat d’université de Bordeaux. Ruffec, 1903; Müller, F. Chemische und metallographische Untersuchung prähistorischer Metallfunde. Basel, 1917; Lesmaries, A. “Sur les analyses micrographiques des bronzes anciens.” Revue de l’Ecole d’anthropologie de Paris. 1927 (29), p. 52; Paramasivan, S. “Metallography of Indo-Greek bronze coins from Taxila.” Current Science. 1942 (11), pp. 190-192. Unfortunately we were unable to acquaint ourselves with these works.
Unfortunately, metallographic study of works of non-ferrous metal have not been widely employed in the works of Soviet archeologists. The first attempt at its use was the aforementioned dissertation by N.N. Stoskova dedicated to the technology of medieval Russian metal casting. M.G. Moshkova turned to the assistance of metallography in her study of the technologies of Sarmatian bronze arrows and mirrors.[24]Moshkova, M.G. Proizvodstvo i osnovnoj import u sarmatov Nizhneogo Povolzh’ja. Doctoral thesis. Moscow, 1956.
Of the works listed above, those by researchers Stoskova and Salin cover the techniques for metalworking in the Middle Ages, therefore the circle of technical analyses which we could rely upon when studying Novgorod metalworking is extremely limited.
Semi-finished Items, Blanks and Production Waste
The Novgorod digs have given significant amounts of material revealing the production complex tied to the working of non-ferrous metals. Various types of blanks, unfinished items, ingots, and signs of casting and forging work attest to a high level of local jewelry production.
Illustration 2: Ingots

(1) Bronze ingot, 12th century, 17-22-1270; (2) Bronze ingot, 13th century, 13/14-18-1518; (3) Silver ingot, 11th century, 22/23-25-1657; (4) Copper ingot, late 11th-early 12th century, 21-22-1090.
Our overview of these items begins with ingots, which were the start of the production cycle for a jeweler. In the Novgorod collection, there are 3 ingots of copper, 2 of bronze, and 1 of silver. The copper ingots are in the form of twisted bars that are triangular in cross-section with two flat, smooth side facets and one that is rough and a bit rounded (Illustration 2, item 4). The weight of the ingots differ:
- 11th century ingot (23-28-103),[25]Here and elsewhere, provenance information is shown as 3 digits – the first represents the tier, the second the layer, and the third the section where the item was discovered. weight […] g.
- Late 11th-early 12th century ingot (21-22-1090), weight 41 g.
- 15th century ingot (3-6-394), weight […] g.
During metallographic analysis, two different characteristic structures were traced for each of the ingots: on cast items, along the rough side, and for copper that was deformed in a heated state, along the smooth side (Illustration 3, items 1-2). The form and particular crystalline structure allow one to determine the means of its production. Molten copper was poured into a cone-shaped crucible. The blank thus obtained was heated and split using a chisel into sixth parts based on the upper surface.Spectrographic analysis of the copper ingots revealed microimpurities of tin, arsenic, antimony, silver, sodium, bismuth, zinc, cobalt, and phosphorus from the source ore minerals.[26]Spectrographic analysis was carried out by A.N. […] in the laboratory for spectrographic and structural analysis in the Moscow State University department of archeology. Plate number 131: 1,2,3,4 (stored in the laboratory archive).
A massive ingot of golden bronze in the form of an elongated triangular rod found in a layer from the 1170s-1180s (17-22-1270, Illustration 2, item 1) is particularly interesting. The ingot is 398mm in length, the cross-section is 16 x 11 x 11 mm, and the weight is 360.9 grams. The entire upper surface is covered in small jagged marks, evidencing that it was cast in a poorly packed earthen mold. Qualitative spectrographic analysis, supplemented with semi-quantitative analysis using a stiloscope, showed that, aside from copper, the alloy consisted of 12-15% zinc, 4% lead, 0.5% nickel, and microimpurities of arsenic, antimony, tin, bismuth, cobalt and silver.[27]Plate number 222: 6 (stored in the laboratory archive).
Ingots completely analogous in form and size are widely found amongst Viking age Scandinavian antiquities.[28]Oldeberg, A. Metallteknik under förhistorisk tid. Vol. 1, p. 233; Salmo, H. “Der Erste Fund von Bronzebarren in Finnland.” Finskt museum. 1953 (LX). Judging by the results of a semi-quantitative analysis published by A. Oldeberg[29]ibid., spectral analysis result tables Nos. 564, 587, 590, 602., they are also similar to the Novgorod examples in content. We should stipulate that in this case, the comparison requires great caution: Scandinavian ingots are studied based only on seven elements, and moreover, the quantitative characteristics of the main components are given in extremely wide intervals.
Illustration 3: Microstructure (magnification 240x)
")
(1-2) Ingot, 3-6-394; (3-4) Drawn wire, 15-19-1021, 7-16-799; (5-6) Hot forged wire, 20/21-25-133, 9-14-190.
A bronze ingot, shaped like a trapezoidal bar, was found in a layer from the 13th century (13/14-18-1518; Illustration 2, item 2). One end of the ingot has been chopped off. The remaining piece is 70mm long, 5 x 6 x 7 x 8 mm around, and weighs 24.7 grams. Along the top surface, 7 transverse notches are easily visible, created without any sort of definite system. According to stiloscopic analysis, the alloy is copper based, with 10% zinc, 6% tin, and 8-10% lead.
A silver ingot from the 11th century (22/23-25-1657) is formed as a four-sided bar with rounded ends (Illustration 2, item 3). The ingot is 79 mm long, has a cross-section of 8 x 8 mm, and a weight of 43.45 grams. Spectrographic analysis revealed a small admixture of copper in the silver alloy.[30]Plate number 222: 4 (stored in the laboratory archive).
In the Nerevskij dig, copper and bronze plate is found quite frequently in all layers (copper – 98, bronze – 25). Many of these show signs of having been worked on an anvil with a hammer. The thickness of the sheet metal varies widely, from 0.1mm to 2-3 mm. The methods for flattening a chunk of copper or bronze into thin sheets was already familiar to Novgorodians by the 11th-12th centuries. Copper and bronze flattened plate could be used to create embossed plaques, to cut out plate rings, bracelets, latches for containers, etc.
In the Novgorod collection, seven plates of sheet copper have been discovered, from which round blanks have been cut out using a round stamp to create bells or buttons (Illustration 4; the blanks’ diameter varies from 0.5 to 0.7 cm). One of these plates dates to the 14th century (8-14-1225), another to the 12th century (18-25-815), four more to the 11th century (22/23-24-949, 23-22-512, 24-23-521, 24/25-24-920), and one to the late 10th-early 11th century (26-28-1302).
Illustration 4: Plate fragments, from which blanks have been cut out for chasing bells or buttons.

Another group of blanks are bronze and copper strips used in the manufacture of rings and bracelets. These range from 0.1 to 1.5 mm in width, and 50-170 mm in length.
Novgorod’s collection of wires (616 fragments) are in part tied to jewelry production. Wire was used to create twisted and woven bracelets and rings, torcs, temple rings, and chain. In addition, they were used to create the tongues of fibulae (in the Nerevskij end of Novgorod, 2 semi-completed brooches have been found, from the 13th and 16th tiers), and in the creation of certain horseshoe-shaped fibulae with spirally-wound ends.[31]10 of these unfinished brooches in the form of wire threads with flattened and ready to be turned into a spiral have been found in layers from the 11th-14th centuries (9-14-215, 10/11-12-1097, 11-16-168, 13-11-703, 13-20-156, 14-20-176, 16-23-785, 19-14-669, 24-27-984, 25-30-153). Flattened wire was used by jewelers for the creation of plate bracelets, bracelets, rings, and the wavy borders of kolts. Sometimes, wire was decorated with transverse notches in imitation of filigree (14-20-1227, 27-31-205). For this purpose a special stamp was used which had a groove along its working surface corresponding to the diameter of the wire. Transverse notches were applied to the wall of the stamp’s groove using a thin file, which then added ribbing to the wire being worked. [32]A similar tool is described by Theophilus, op. cit., III, p. 68.
Over 50% of Novgorodian wire was made of copper, and 40% of bronze. In addition, one fragment made from billon, four of gold, and seven of pewter have been found. Wire diameter varies from 0.1 mm to 3.6 mm. Most of the wire fragments appeared as scraps of small length, but entire skeins 700-850 mm in length have also been found.
As is well known, the two most widely used methods of creating wire are forging and drawing. The process for drawing wire consists of pulling metal which has previously been forged into long, thin bars through the eyes of a drawplate, first through larger eyes, then through successively smaller ones. During this process, the drawplate is either affixed to a wooden block, or is wedged between two vertical supports. Judging by European medieval engravings, they sometimes also used another original method: the drawing plate was laid on the bench, such that the holes in the plate corresponded with holes in the bench. The artist, resting his legs against the edges of the bench, would pull the wire up using tongs.[33]Ohlhaver, H. Der germanische Schmied und sein Werkzeug. Leipzig, 1939, p. 79, illus. 39.
Drawing a metallic bar through each new eye in the drawing plate resulted in an increase in the metal’s hardness and strength, but a decrease in its ductility. In order to return the metal to its original ductility, necessary for further drawing, the artisan was required to periodically anneal the bar. The difficulty of this process was to correctly guess the annealing temperature which would result in the most ductility. If the wire was held at too high a temperature, then the so-called burn-out phenomenon could occur, resulting in a marked worsening of the metal’s mechanical properties. Microstructural analysis of the wire showed that that Novgorod jewelers were exquisitely aware of and frequently employed intermediate annealing while drawing wire, having empirically studied annealing temperatures according to the color with which the heated metal glowed.[34]The best temperature for annealing copper is 600-700°. Based on ethnographic data, it is known that copper workers anneal copper by heading it until it glows red (cf. Trudy komissii po issledovaniju kustarnoj promyshlennosti v Rossii. Issue X, p. 2948.
Drawing wire of longer lengths turns out to be a more difficult operation. Amongst the Novgorod finds are several chains woven from very fine wire, 0.1-0.2 mm in diameter. Considering that these chains are 250-300 mm in length, their production would have required spools of wire at least twice that long. In order to pull over 600 mm of wire through a microscopic hole in a drawplate, one would have to have been a virtuosic master.
Drawn wire differs from forged wire in its uniformity of cross-section and smoothness of surface, caused by the action of pulling the wire through the various eyes of the drawplate. Initial study allowed us to determine the method of creation for 151 fragments of wire, of which 92 were drawn and 59 forged.[35]To verify the results of our visual study, we performed several control metallographic studies. Fragments initially included in the group of drawn wire displayed characteristics typical for drawing (Illustration 3). The distribution by layer can be seen in the table below.
Number of fragments discovered in Novgorod
| Layer | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Drawn fragments | 2 | 4 | 3 | 5 | 4 | 16 | 24 | 11 | 10 | 6 | 1 | 1 | 1 | 1 | 3 | ||||||
| Forged fragments | 2 | 4 | 1 | 2 | 5 | 7 | 10 | 7 | 6 | 8 | 2 | 2 | 2 | 1 |
Illustration 5: Microstructure, magnification 240x

(1-2) Wire forged on a grooved anvil, 23-27-234, 22-26-219; (3) Wire, drawn and annealed, 7-11-359; (4) False-braided bracelet, cast, 8-13-323; (5) Blunt-ended plate bracelet, forged, 16-17-1090; Plate bracelet, rolled, 11-7-699.
Based on visual review of wire fragments, were were able to make the following conclusions. First, Novgorod’s artisans were already familiar with the process for drawing wire by the 10th century. Secondly, this method for wire production was in use all the way up to the end of the 14th century. Third, based on the presence of forged wires fragments up to 440 mm in length, it can be assumed that there existed some sort of special type of anvil used to create long wire. This suspicion was confirmed by metallographic analysis. In addition to wire which had structure typical for normal forging (Illustration 3, items 5 and 6), we managed to locate 8 fragments with a somewhat different microscopic structure (Illustration 5, items 1 and 2) from the 11th-13th centuries. This microanalysis was based on inclusions that commonly occur when metal is elongated in an extended heated state, characteristic of drawn wire. The annealed structure by itself does not say much, as cold deformation and in particular drawing wire, as a rule, is accompanied by subsequent annealing in order to give the product greater pliability (Illustration 5, item 3). More unusual was the mismatch between the strong elongation of inclusions in the microstructure and the results of visual observation which suggested that the wire had been forged: uneven cross-section, surface tuberosity, and the absence of longitudinal grooves from irregularities in the drawplate eye. This meant that the wire had been forged under special circumstances which led to a marked expansion of the metal in the longitudinal direction. This was done using an anvil with a groove, the walls of which prevented transverse deformation of the metal. The technological process of forging wire on a special anvil is as follows: a heated, roughly-forged bar of metal was placed in a groove, semicircular in cross-section. The bar was then covered using a similarly grooved stamp. Blows from a hammer upon the stamp, followed by gradual pulling of the bar, resulted in giving the bar a round cross-section (Illustration 6.) Similarly grooved anvils and stamps are known amongst medieval antiquities from Norway, Denmark and Sweden.[36]Ohlhaver, op. cit., table 21, item 1, table 16, item 2.
Illustration 6: Preparing wire on a grooved anvil

(1) Anvil with a half-round groove on the working surface; (2) A roughly worked bar of metal is placed into the groove; (3) The part of the metal bar which extends above the surface of the anvil is covered with a grooved stamp; hammer blows on the stamp give the workpiece the desired profile.
To conclude this technological study of preparing wire, we mention one more method of production seen on a scrap of wire from the 13th century (15-14-1671). This item is spiral filament of metal, clearly recognizable using a loupe, which gives evidence that it was created by twisting wire around a fine metal spindle.
Aside from the various finds along Nerevskij street in Novgorod, we also find production waste tied to jewelers and casters. These are primarily small, porous pieces of copper and bronze which happened to splash out of the crucible during a pour, or bits of earth which became fused by high temperatures, sometimes covered in a thin film of metal. Accumulations of such pieces of sintered earth and copper slag allow us sometimes to identify the locations of jewelers’ forges. This category of production waste also includes numerous thin, curved copper trimmings, bent into spirals.
Thus, in the Nerevskij dig, numerous blanks, semi-finished items and waste items from jewelry production have been discovered from the 10th-15th centuries. This group includes thinly flattened copper and bronze plate and strips, metal bars of various sizes, and wire. To this list we add semi-finished items of jewelry which will undoubtedly continue to grow with future excavations. These include unfinished fibulae with spiral ends, brooch pins, plate rings and bracelets, and plate flaps for buttons and bells. The abundance of finds tied to various stages of production serves as irrefutable evidence that jewelry production occupied a prominent place amongst the artisans of Novgorod the Great.
Instruments, Facilities and Jeweler’s Workshops
There is good cause to consider jewelry-making the most painstaking and delicate method of art production to have developed during the medieval Russian period. This is explained by the great variety and technical perfection of the jeweler’s toolkit.
The most widely represented tools in the Novgorod collection are those associated with casting (crucibles, molds, ladles), since even to this day, casting is perhaps the most significant technology for the processing of non-ferrous metals. Crucibles served for melting metal, and ladles were used to pour it into molds. A handle was therefore a necessary design accessory for ladles, to facilitate pouring metal in specific quantities. As a rule, ladles typically had a spout. It is sometimes possible to trace a deviation from this basic distinction between crucibles and ladles. For example, for large castings, crucibles could be used for both melting and pouring metal. In extraordinary cases where it was necessary to protect from even the most insignificant oxidation of metal, it was melted in a covered ladle, from which it was then poured directly into the mold.
Illustration 7: Novgorod Crucibles and Ladles

The majority of Novgorod crucibles were round-bottomed and slightly elongated in form, similar to a cone (Illustration 7, items 1 and 2). This type includes 22 whole crucibles and 56 fragments. Among these are some very tiny vessels, 4 cm³ in size, used for casting miniature items, and some reaching 100-150 cm³; as such, they are the most diverse in capacity to exist simultaneously in Novgorod – from the second quarter of the 11th century, straight through to the late 15th century. These were made of dark-grey clay, as a rule, mixed with chamotte and coarse sand.
The cone-shape is extremely appropriate for crucibles: tall, narrow vessels with a small mouth would restrict to a minimum the access of air to the molten metal and prevent oxidation. Having appeared in ancient times, these crucibles have been used by all peoples. They are also found in all Russian cities except in the central Dniepr region, where completely different crucibles predominated: flat-bottomed, lily-shaped or chalice-like.[37]Stoskova, N.N. Drevnerusskoe litejnoe delo, p. 132. Only one piece of a flat-bottomed crucible has been found in Novgorod, in the fifth building layer (5-6-941).
A separate group is made up of five semi-spherical crucibles (Illustration 7, item 3). They are made from a very fine white clay with a slight admixture of sand and fireclay. They were standard in size: 27-30 mm tall, 25-27 mm wide at the mouth, a wall thickness of 4-5 mm, and a volume of 4-5 cm³. They were found distributed in layers from tiers 3-6.
Special crucible tongs were used to hold crucibles with molten metal. One side of a pair of such tongs ending in a pointed leaf and with a wooden handle was found in the Nerevskij dig (23-23-955, see Illustration 12, item 5). These tongs had blunt, oval jaws intended for grabbing the rounded walls of a crucible. The general length was 357 mm, and the length of the jaws was 50 mm.
Novgorod ladles are clearly broken into three types. The first contains ladles which are in the form of a strongly elongated, oval bowl and a clearly marked handle without a bushing. These ladles have a covered top, crowned with an embossed scallop, and a pair of rounded holes, one used as a spout to drain the ladle, and one for filling the ladle with metal (Illustration 7, item 4). In the Nerevskij dig, in layers from the 11-12th centuries, one whole ladle of this type was found (23/24-26-1011), 80 mm in length and 55 mm tall; two fragments have also been found (16/17-20-860, 24/25-23-491). Similar ladles, but earlier based on their stratigraphy, were quite handy. Their shape assisted not only precise measurement of amounts of metal, but also rapid pouring of metal into molds. Completely similar ladles were found in Belaja Vezha[38]Artamonov, M.I. “Sarkel — Belaja Vezha.” Trudy Volgo-Donskoj ekspeditsii, Vol. 1. Materialy po Arkheologii Rossii, 1958 (62), p. 47. and in Kiev during excavations of a jeweler’s workshop on the land of the former Petrovskij estate.[39]Karger, M.K. Drevnyj Kiev. Vol. 1. Moscow-Leningrad, 1958, p. 401, Illus. 92.
The second type is represented by a trio of coarse ladles with large sleeved handles and lacking a spout (8-11-407; 14-20-76; 23-26-382). Their volumes vary from 9-10 cm³. Similar ladles were widely used by Russian and Chude jewelers.[40]Spitsyn, A.A. “Vladimirskie kurgany.” Izvestija arkheologicheskoj komissii. 1905 (15), p. 94; Spitsyn, A.A. “Drevnosti Kamskoj Chudi po kollektsii Teploukhovykh.” Materialy po arkheologii Rossii. No. 26, Table XXVIII, item 11; Talitskij, M.V. “Verkhnee Prikam’e v X-XIV vv.” Materialy po arkheologii Rossii. 1951 (22), p. 51, Illustration 18, item 4; “Raskopki G. I. Grodilova v Pskove.” Pskovskij Istorichesko-khudozhestvennyj muzej. Inv. No. 2208-745, 2208-724, 2208-727, et.al.; “Raskopki S.A. Tarakanova v Kamno.” ibid. Inv. No. 2492-228, 2492-234, 2492-229, 2492-332, et.al.
Ladles of the third type have a strongly elongated, false form that flows seamlessly into a small handle. In the Novgorod collection there are three whole ladles of this type, and four fragments (Illustration 7, item 6). They were distributed in layers from the 13th-14th centuries. Their volumes vary from 14-21 cm³.




Another item inseparably associated with casters are molds made from various kinds of stone, fired clay, wood, or bronze. On Nerevskij street in Novgorod, 27 stone molds[41]cf. the appendix, Stone molds from the Nerevskij Dig. have been found, used for making three-beaded temple rings, hollow beads, crosses, lunnitsy, coin-shaped pendants, cuff bracelets, ring-guards, various kinds of plaques, and cone-shaped buttons (Illustrations 8, 9, 10). Petrographic analysis performed by O.Ju. Krug with the Laboratory of Archeology showed that a majority of molds were made from a fine-grained limestone, sometimes with small inclusions of quartz. This is a light but sufficiently dense stone, easily carved.
Until the 12th century, stone molds were rarely used for casting. The earliest mold in the Novgorod collection comes from the late 11th-early 12th century (21/22-25-325). This is a one-sided mold, used to cast cone-shaped buttons. According to Novgorod stratigraphy, from the 12th century onwards, the quantity of stone molds began to increase. We begin to see molds for mass production of objects with complex ornamentation (rings, beads, temple rings). To support more dense use of multi-component forms, we begin to see lead pins embedded in adjacent sections. These significantly improved the quality of castings. Specialized skill and subtlety of use resulted in three- and four-sided molds used for slush casting. Each of the sides of these molds creates a 90° or 120° angular surface[42]cf. the appendix, numbers 8 and 18.(Illustration 9, items 1, 5).
Stratigraphy of Stone Casting Molds
| Layer | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Quantity | 1 | 3 | 3 | 1 | 1 | 4 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 1 |
Casting in molds created by embedding a finished item into clay resulted in castings of poorer quality. As a rule, decoration that stood out on such items would be blurry or fuzzy. Novgorod jewelers rarely used this kind of mold. This can be determined not only through the results of technological analysis of Novgorod jewelry, but also in the rarity of clay molds found. In the Nerevskij dig, only 3 such forms have been discovered: two from the 14th century and one from the 12th. They were used to create exceptionally plain cone-shaped buttons[43]cf. the appendix, No. 10, 11, 26. (Illustration 8, item 3).
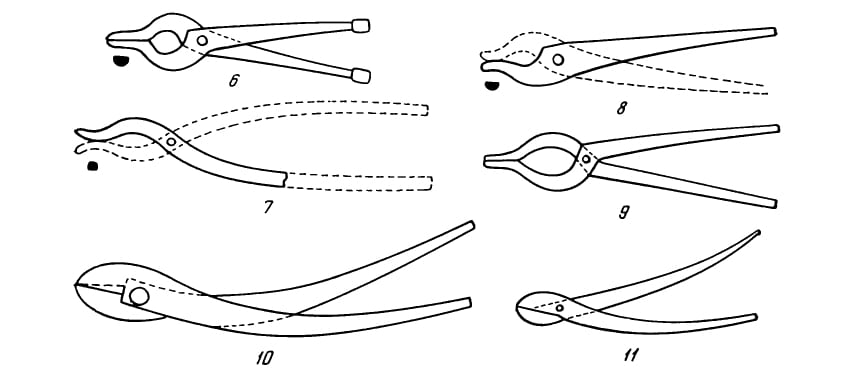
Illustration 12: Jeweler's Tools

(1) Anvil, 15th century, 4-4-1656; (2) Anvil, 13th century, 13/14-12-1676; (3) Anvil, 12th century, 18-25-725; (4) Chisel, 11th century, 22-24-876; (5, 7, 9) Tongs, 11th century, 23-23-955, 25-24-522, 21/22-23-1654; (6) Tongs, 15th century, 3-4-525; Tongs, 14th century, 7-11-1128; (10) Shears; (11) Shears, Late 11th-early 12th century, 21/22-23-1626.
Of particular interest for the history of medieval Russian casting is one side of a wooden mold found in a 13th century layer (12/13-10-1743). This semi-cylindrical block, 95 x 34 x 17 mm in dimensions. On the flat side of the block there are two identical recesses for casting plaques in the form of a four-petaled flower with a hemispherical bulge in the center. One of these is preserved in whole, but the petals of the other are damaged, as one side of the mold has been broken off. A short, wide sprue runs to each of the recesses from the outside of the mold (Illustration 11, item 1). The presence of the sprues is convincing evidence that the mold was two-sided.
Simulations confirmed the ability to cast items out of lead-tin alloys with low melting points in wooden molds. The minor carbonization of the mold walls which occurs during the pouring of the metal does not interfere with the casting. It was possible to completely eliminate carbonization by coating the mold walls with powdered chalk mixed with water. Good results were also obtained by impregnating the walls with vegetable oil. In both cases, the mold superbly survived repeated contact with molten metal.
Related to the question about the ability to cast in wooden molds, see Theophilus’ notes about the use of wooden inserts in molds when casting items in lead.[44]Theophilus, op. cit., Vol. III. Examples of casting into wooden molds are also known from ethnographic data. In recent times, Estonian artisan jewelers from the island of Saarem cast lead buttons in three-sided wooden molds.[45]“Eesti talupoja käsitöid.” Eesti taliva seumi naitus. Tartu, 1945, p. 7. A whole series of such molds with traces of extended use are preserved in the Estonian Ethnographic Museum in Tartu[46]Inventory No. 2680, 11663, 11664, 11670. (Illustration 11, item 2).
The tools of Novgorod jewelers was not limited to those of casting alone. The diversity and complexity of technological operations (chasing, stamping, embossing, engraving, etc.) required the use of extensive tools, including: flat and curved anvils, curved hammers, blacksmiths’ hammers, clamps, chisels, drills, bits, metal shears, various types of stamps, punches, cutters, files, soldering irons, and drawplates.
Anvils are used during forging and chasing, and serve as a support on which an item being worked is supported while being hammered. In the Novgorod collection there are 5 jeweler’s anvils. A 12th century anvil (18-25-725) has a four-sided body 112 mm in height. The squarish, slightly convex face of the anvil, 36 cm² in size, passes into a horn-shaped process that is 35 mm long. It was used for forging ring and band-shaped items (Illustration 12, item 3). The dimensions of the lower, tapered area of the anvil body are 25 x 30 mm.[47]Unlike other types of jewelers’ anvils which were widely used in medieval Rus’, anvils with horn-like protrusions are known only in 2 examples: one from Novgorod, and one found near Borodinskoe outside Smolensk (cf. Sedov, V.V. “Selskie poselenija tsentral’nykh rajonov Smolenskoj zemli.” Materialy i Issledovanija po arkheologii SSSR. 1960 (92), pp. 109-110, Illus. 54, item 1.
The four-sided body of a 13th century anvil (13/14-12-1676) ends in a spade-shaped projection, which would have been embedded into a wooden support when in use (Illustration 12, item 2). The body is 40 mm tall, the spade is 48 mm long, and the working surface is 10.5 cm².
A 15th century anvil (4-4-1656) is 157 mm tall. The rectangular working surface is 10.8 cm². In the lower third of its height, the four-sided body becomes rounded and ends in a rod 35 mm in diameter. When in use, this rod would have been embedded into a wooden stump (Illustration 12, item 1).
Illustration 13a: Wooden Anvils

24/25-31-723; 26/27-31-784
Completely unique in archeology are two wooden anvils in the Novgorod collection (Illustrations 13A, 13B). One anvil from the first half of the 11th century (24/25-31-723) has two round working surfaces placed on opposite ends of its body. The total height of the anvil is 118 mm, and the diameter of the upper working surface is 70 mm; this surface has two funnel-shaped depressions, 10 mm deep and 9 mm in diameter. The lower face has a diameter of 80 mm, and has four depressions of the same dimensions. The body narrows toward the middle, so that when in use, the artisan could hold the anvil between his legs.
A second “soft” anvil was associated with layers from the late 10th-early 11th centuries (26/27-31-784). The height of its hemispherical, somewhat flattened body is 70 mm, and the diameter of the working face is 110 mm. Its working face also has cone-shaped notches, 15 mm deep and 14 mm in diameter. They are laid out in the following order: one is located in the center, surrounded by six more, and then an additional four are located at the outer edge, equidistant from one another. To help stabilize the anchor, the lower, somewhat flattened end of the body has a funnel-shaped bed (30 mm in diameter, 30 mm deep).
Illustration 14: Chasing on a "Soft Anvil"

Hard iron anvils were used for free forging and when hammering items flat; doming and chasing were done on a wooden anvil. When working on the face of a wooden anvil, a cushion of resin or lead, enclosed in an iron band,[48]A round, lead cushion 9 cm in diameter and enclosed in an iron band was found in 1936 in a dig on the former Zhitomerskaja Street in Kiev, in a 13th century house. (Karger, op. cit., pp. 394-395, Illus. 89, item 1.) was placed onto it. The size of this cushion would have exactly matched that of the face of the anvil. When stamping a raised design into metal plate, the lead or resin displaced by the punch would sink into the depressions in the anvil’s surface. This gave the wooden surface greater flexibility and prevented tearing the thin metal that was being worked (Illustration 14).
Illustration 15: Jeweler's Tools

(1) File, 14th century, 7-8-928; (2) File, 10th century, 27-30-1011; (3) Clamping Tweezers, 14th century, 9-8-576; (4-5) Hammer heads, 11th and 12th century, 23-22-611, 20-29-738
Forging of jewelry was done using hammers of various forms: “[…]” hammers, with one wide end and one narrow end; also long and thin hammers which were more or less rounded at the face; and also hammers which were “horned” above and “extended” below.[49]Theophilus, op. cit., illus. 60. Amongst the Novgorod finds there are two jeweler’s hammers (Illustration 15, items 4, 5). One hammer from the 11th century (23-22-611) is strongly elongated with a somewhat curved profile. It has a rectangular face and a tail that is somewhat chisel-like. The eye is oval, and oriented lengthwise. The hammer’s dimensions are: overall length 70 mm, the face is 13 x 7 mm, the chisel-like end is 12 mm wide, the eye is 14 x 4 mm, and the head is 7 mm wide at the eye. It weighs 34 g.
The 12th-century hammer (20-29-738) is similar in form to the first, but is somewhat smaller in size: its overall length is 61 mm, its face is 11 x 9 mm, its chisel is 9 mm wide, the eye is 10 x 6 mm, and the head is 7 mm wide at the eye. Overall, the head weighs 32 g. A similar hammer with a rectangular face and extended chisel was found in Staraja Ladoga in layers dating to the 11th-13th centuries.[50]Ravdonikas, V.I. Staraja Ladoga. Leningrad, 1948, Table 1, item 22. This form of hammer was also well known in Western European jeweler’s workshops during the middle ages.[51]Flinders Petrie, W.M. Tools and Weapons. London, 1917, p. 40; Gustafson, G. Norges oldtid. Kristiana, 1906, Table 115; Ohlhaver, op. cit., table 58, item 1; Arbman, H. Birka. Vol. 1. Uppsala, 1940, Table 185, items 1-2.
For clamping and holding items while they were being worked, jewelers used locking tweezers. These have been found in layers from the 11th-14th centuries in the Nerevskij dig site. Tweezers were made from springy metal, folded in half. The ends are bent to a right angle, and have gripping teeth. A ring around the arms was used to lock the tweezers into place around an object (Illustration 15, item 3). A single pair of bronze tweezers in the Novgorod collection (there are 10 further examples made of iron) has triangular notches on both arms used to hold the locking ring. The tweezers found have lengths of 60-89 mm, the width of the legs is 6-8 mm, the span runs 7.5-14 mm, and the diameter of the locking ring runs from 6-11 mm.
Aside from clamping tweezers, smooth tweezers were also widely used in jewelers’ workshops. They were used to hold stones and various small items, for bending wire for filigree or enamel work, etc. Twelve of these kinds of tweezers have been found in Novgorod, distributed in layers from the 10th-14th centuries, and widely varying in size, from miniature pincers 50 mm in length to tweezers with narrow arms, 165 mm in length.
Tweezers similar to those from Novgorod have been found elsewhere in both Russian and Western European archeology.[52]Spitsyn, Vladimirskie kurgany, pp. 386, 406; two pairs of tweezers from Staraja Rjazan’ are preserved in the State Historical Musuem, case no. 99/34a; Gustafson, op. cit., table 292; Flinders Petrie, op. cit., table LXII, items 7, 8, 21; Du Chaillu. The Viking Age. Vol. 1. London, 1889, Table 447, item 1; Petersen, I. Vikingtidens Redskaper. Oslo, 1951, Table 75.
When working with hot metal, the jeweler would have often resorted to the assistance of tongs. Four examples of jewelers’ tongs, differing from those of blacksmiths by their significantly smaller size, have been located in the Nerevskij dig. Of these, only two are preserved in their entirety.
One half of a pair of tongs with a broken handle was found in a layer from the first quarter of the 11th century (25-24-522). Their original length was around 200 mm; the mouth is 57 mm deep and 3 mm in width (Illustration 12, item 7). A pair of pliers was found in a layer from the late 11th-early 12th century (21/22-23-1654). They are 182 mm in length, the jaws are 64 mm deep, and the teeth are 28 mm wide. The teeth are less than 5 mm wide (Illustration 12, item 9). Half of another pair of tongs was located in a layer from the 14th century (7-11-1128). These are 195 mm long, with a mouth 55 mm deep (Illustration 12, item 8). A pair of 15th-century round-ended tongs (3-4-525) have strongly tapering, cone-like arms with the tips slightly turned inward. These tongs are overall 160 mm long, with arms 58 mm long, 22 mm overlapping tips, and a mouth that is 3-5 mm wide (Illustration 12, item 6). It is also worth mentioning a piece of a handle most likely belonging to a pair of jeweler’s tongs found in an 11th century layer (22-22-172). The preserved section is 265 mm long.
Another essential tool for the jeweler was the chisel. Chisels were used to chop off sections of metal, plate or wire. Chisels could also be used to create various types of decoration (notches, spiral cuts). A chisel from Novgorod (22-24-876) is 103 mm in length, and its wedge-shaped edge is 6 mm wide (Illustration 12, 4).
During the 1958 dig, two examples of jewelers’ shears were found, used for cutting flattened metal into strips. These are made of two halves, joined with a rivet. Each half consists of a short blade and an elongated handle with a pointed end that is sharply curved in one direction. When in use, the pointed end of the longer arm could be placed into a wooden brace to create a convenient lever for cutting. A pair of shears from the late 11th-early 12th century (21/22-23-1626) are overall 153 mm in length, the blade is 20 mm and the handles are 130 and 115 mm long (Illustration 12, item 11). A pair of flush cut shears were a bit larger. They are 208 mm in length, with a 30 mm blade and handles that are 160 and 170 mm long (Illustration 12, item 10). The bending radius of the handles is similar to their length. Having appeared in antiquity, metal shears have changed little to modern day.
When creating certain plate bracelets or embossed strips, or when fixing broken items or punching small holes in metal, the jeweler would use drill bits. Two bits published by B.A. Kolchin in the second volume of the works of the Novgorod expedition[53]Kolchin, B.A. “Zhelezoobrabatyvajuschee remeslo Novgoroda Velikogo.” Materialy i issledovanija po arkheologii SSSR. 1959 (65), p. 18, Illus. 4-6. were most likely used for working items of ferrous metal, as the diameter of their working tip is too large for fine artistic work. Jewelers’ drill bits did not differ from blacksmith bits in any way, except that they were smaller in size. A jeweler’s toolkit also included a small metal pan with a long handle which was placed on hot coals with items to be annealed or soldered. The Novgorod collection contains two such pans, 70mm in diameter. One has a long, twisted handle; the other’s is covered in a sleeve. Both were found in a layer from the turn of the 14th-15th centuries.
Before forged or cast items were taken to market by the artisan, they were trimmed, smoothed, sanded and polished. Files were used for this purpose, allowing the removal of thin layers of metal, casting seams and burrs. According to Theophilus, medieval artisans had a variety of files: square, triangular, round, and semi-circular in cross-section.[54]Theophilus, op. cit., III, 17. Files were named for both their size and the character of their grooves — their depth, frequency and direction.
On Novgorod’s Nerevskij Street, a multitude of files have been found, but as a rule they are large and have double-row notches, used for working iron and steel – hard, low-viscosity metals. In all, three jewelers’ files have been found.
A 10th century file (27-30-1011) has an 82 mm long blade, an overall length of 113 mm, and is rectangular in cross-section. At the shank it is 7.5 x 4.5 mm, narrowing to 5.4 x 3.4 mm at the end. The single-direction teeth are well preserved on all four faces. The pitch of the teeth is 1 mm, and the teeth are one-sided. This was entirely sufficient given the viscosity and ductility of non-ferrous metals (Illustration 15, item 2). Similar rectangular files and one-directional files have also been found in Pskov (12th-13th centuries) and from a medieval Russian city in the Kiev region (provenance lost).[55]Kolchin, B.A. “Chernaja metallurgia i metalloobrabotka v drevnej Rusi.” Materialy i issledovanija po arkheologii SSSR. 1953 (32), p. 219.
A 14th-century file has teeth in the form of a triple herringbone (7-8-928; Illustration 15, item 1). The overall length is 194 mm, with the blade 134 mm long. The file is 15 x 4 mm at the shank and 12.5 x 3 mm at the end. The tooth pitch is 0.6 mm.
A segment of a file from the 12th century (19-21-1624) has a preserved length of 78 mm, with 17 mm of the blade remaining. The blade is rectangular in cross-section, 6 x 4 mm at the shank and 11 x 6.3 mm at the broken end. The teeth are simple and one-directional, present on all four faces. The tooth pitch is 0.6 mm.
After items were filed, they were sanded and polished. Sanding stones varying in hardness and structure are one of the simplest type of finds from the Nerevskij digs.
To complete this overview of Novgorod jeweler’s tools, we should mention a small number of bronze weights used by artisans to weigh metal scrap when mixing various alloys. Their use in jewelry making is confirmed by their repeated discovery with other jewelers’ tools.[56]Mel’nik, E.N. “Raskopki v zemle luchan v 1897-1899 gg.” Tr XI AS. Vol. 1. Moscow, 1901, pp. 506-507; Talitskij, M.V. “Verkhnee Prikam’e v X-XIV vv.” Materialy i issledovanija po arkheologii SSSR. 1951 (22), p. 52. See also the jewelers’ workshops from the Nerevskij digs below.
Aside from the various tools listed above, the Nerevskij digs have also uncovered entire production complexes tied to jewelry making. A jeweler’s house from the 1120s-1130s was uncovered in the territory of manor “G”. This was the five-walled log house No. 577, 6.6 x 8.5 m in dimension. In the south-west corner of the eastern part of the house was an oven, from which a collapse of stone and clay was found. The oven was 1.6 x 1.6 m. Along with other typical everyday finds in and near the cabin, pieces of bronze wire, cut pieces of copper sheet metal, and a jeweler’s handles were found. Here too, but from a slightly later layer, was found the horned anvil mentioned above.
Log cabin No. 583 from the 1170s-1180s was associated with working of non-ferrous metals was located in the same location as cabin No. 577. Inside and around this hut, a number of copper scraps, plate, pieces of wax, and fragments of crucibles were collected. The residential character of the building is reinforced by its large size (8 x 10 m), a remains of a pillar-style oven[57]A set of design elements allowing one to discern residential vs. industrial buildings can be found in: Zasurtsev, P.I. “Postrojki drevnego Novgoroda.” Materialy po arkheologii Rossii. 1959 (65), pp. 277-278. which was typical of residential buildings, and the items of everyday life discovered here (a slate spindle, combs, knives, wooden utensils, etc.).
At the intersection of Velikaja and Kholop’ja Streets on manor “A”, the residence of a jeweler from the 13th century (layer 14) was excavated. In the burnt remains of log hut No. 21 (5.6 x 5.6 m), along with normal everyday items, there were pieces of copper wire, pieces of casting molds, the copper cup from a set of scales, and a copper ingot.
After the destruction of hut No. 21, log hut No. 25 was built in the same spot and existed until the end of the 13th century (levels 12-13). This hut was 4.2 x 5.2 m. It was used as a utility room. In addition to grain, the owner of the manor – a rich jeweler – kept his stock in this building: nearly 30 pieces of amber, four grinding whetstones, a piece of lead, and copper wire. The jeweler’s house was located next door. This was a one-room log cabin, 7.3 x 5.5 m with the remains of a pillar oven in the eastern corner. Inside were found 5 pieces of copper, a copper cup from a set of scales, and a piece of amber. A jeweler’s forge existed at one edge of the building. Its remains, a massive pile of stone and clay, were found near the eastern corner of the jeweler’s house. A whole crucible was found nearby.
In layers from the late 14th-early 15th centuries on manor “E” (section 1334, dig XIX), a complex of finds tied to casting was uncovered. This consisted of 2 bronze casting molds, a pin with a cross-shaped head, a bronze clasp, and 11 rings, 10 of which were made from the same mold. The rings still had their flashing attached, and had not yet been bent into a ring (Illustration 16). Here too were found pieces of slag, and some fragments of a crucible. The entire complex was covered in carbon left behind by the coal burned by the jeweler-caster.
Illustration 16: Rings

From a late 14th-early 15th cent. jeweler's workshop
A home workshop discovered in log cabin No. 761 on manor “V” dates to the first quarter of the 15th century. This was a five-walled log cabin, 4 x 5 m, located on Velikaja Street. An oven, indicated by a large pile of clay, was located in the western section of the building. Amongst various everyday items inside and near the hut, billon wire, some lead plate, shards of a crucible, a pair of jeweler’s pincers, and a whetstone were found.
The remains of a jeweler’s forge was found in layers from the 15th century, surrounded by metallic slag and a large quantity of copper scraps. The inner area of the forge was round (1.6 m in diameter), but the outer surface had four walls with right angled corners (2.4 x 2.6 m). The thickness of the adobe walls was 30-45 cm, preserved up to 25-30 cm tall.
In conclusion to our review of Novgorod jewelers’ complexes we note that in all cases when they could be associated to a given building, the latter turned out to be a residence.[58]Aside from the workshops listed above, in the stratigraphy tied to the 14th-15th centuries we also find several collections of fragments of crucibles, copper plate, metallic scraps, and pieces of smelted copper. This means that for certain operations in the preparation of non-ferrous metals which did not require the use of a specialized forge, the artist would have been able to carry out on his own at home. Highly flammable processes, such as casting and hot forging, were performed outside of the house and in necessary proximity to the forge, which was located not far from the residence in open air or in a specialized room.
The placement of workshops uncovered in the Nerevskij dig convinces us that jewelry production existed in the same locations over the existence of 2-3 layers of bridges. For example, the workshop at the corner of Velikaja and Kholop’ja Streets existed over the course of 12-14 layers. Most likely, it belonged to two generations of artisans. K. Marx and F. Engels wrote that capital of the medieval artisan “… consisted of their residence, artistic tools, and naturally established hereditary clientele; due to undeveloped communication and insufficient circulation, capital was deprived of the possibility of realization, and therefore was passed on from father to son.”[59]Marx, K., Engels, F. Sochinenija. Vol. 3. 1955, p. 52.
Thus, based on the topology of Novgorod’s jewelers’ complexes, it is possible to suppose the existence of a hereditary succession of the jeweler’s art, existing in the interitance not only of property, but also of technical skills. Assimilating these skills required an extended apprenticeship,[60]Based on medieval Russian written sources from the late 11th-early 12th century, we know that the institution of apprenticeship existed in iconography and shoemaking (Paterik Kievo-Pecherskogo monastyrja, 1911, pp. 122-123; Bogoslovie sv. Ioanna Damaskina, p. 367; Sreznevskij, I.I. Terminologicheskij slovar’ drevnerusskogo jazyka. Vol. III. St. Petersburg, 1903, p. 262). The hypothesis of the institution of apprenticeship in the jeweler’s art was made by B.A. Rybakov based on two Kratirovs named Kosta and Bratila (Rybakov, op. cit., pp. 300, 513). which inevitably turned into a cooperation of production based on kinship. A similar form of primitive artistic partnership was also found in many medieval cities of Western Europe.
Techniques of Jewelry Production
The basis of our study of the technology behind the Novgorod jewelry collection is a typology developed by M. V Sedova.[61]Sedova, M.V. “Juvelirnye izdelija drevnego Novgoroda.” Materialy i issledovanija po arkheologii SSSR. 1959 (65). Minor changes to this typology have been made to refine or delineate specific types of products. Stylistic analysis of items is given in this chapter only when it emphasizes the need for a specific technological classification. We should mention that nearly two dozen items (primarily pendants) are not included in our technological overview; because of their poor preservation, it was not possible to determine their methods of production.
Illustration 17: Bracelets

Bracelets
The Novgorod collection includes 10 different categories of bracelet: spiral, pseudo-spiral, twisted, round wire, braided, plate, hinged, and bracelets which are oval or semi-circular in cross-section. The technology behind their creation is set forth below in the order listed.
Spiral Bracelets. The most numerous type of spiral bracelet are made from three wires, folded over into thirds and interwoven. The ends of these bracelets are leaf-shaped with the free end in the middle of the loop. Sometimes the free end is also bent into a leaf shape.[62]Sedova, op. cit., Illustration 8, items 1 and 2. Triple-wire bracelets were widespread amongst all of the Slavic tribes. A.A. Spitsyn dates these bracelets to the 12th-14th centuries, based on burial mounds from the Novgorod region.[63]Spitsyn, A.A. “Gdovskie kurgany v raskopkakh V.N. Glazova.” Materialy po arkheologii Rossii. 1903 (29), pp. 31-32. A. V. Artsikhovskij attributed them to the second stage of Vjatichi burial mounds.[64]Artsikhovskij, A.V. Kurgany vjatichej. Moscow, 1930, p. 137.
From 1951-1957, 24 examples were found at the Nerevskij dig, in layers from the mid-11th century to the late 14th century; moreover, 11 examples have have a free, straight cut end, while the remaining examples have the wire bent into a petal-shape. All of these bracelets were made from round, forged or drawn wire: 5 of copper, 12 from bronze, and 8 from pewter. Once the wires were twisted together and the free end was cut, they were bent using an arm-shaped mandrel that was oval in cross-section. Several bracelets were placed onto the mandrel and then their outer surfaces were lightly tapped using a wooden mallet. As a result of this operation, the inner and outer surfaces of the bracelet became somewhat flattened without destroying the overall pattern. Five bracelets of bronze wire (17-23-1174A, 15-12-663, 11/12-13-10[…], 7-14-211, 6-15-800) were worked in this manner. A large number of three-strand bracelets, however, were completely unforged or were flattened only at the ends. The last operation was traced on six lead-tin bracelets; moreover, five of these have the ends bent back into a petal such that the both petals are part of a single flat circle, in which the ends of the wire are indicated by a pair of concentric lines (Illustration 17, item 8). Chronologically, this technique was used throughout the entire period of existence of these bracelets.
Aside from the three-strand bracelets with loops on their ends, the Novgorod collection contains a large number of three-strand bracelets, again woven from three wires, but with ends that are cut straight across.[65]Sedov, op. cit., Illustration 8, item 6. These bracelets are a common find in Russian burial mounds. According to A.A. Spitsyn, they are distributed in Novgorod region burial mounds from the 11th-13th centuries.[66]Spitsyn, op. cit., p. 31. In the Nerevskij digs, 22 examples have been found: 2 made of copper, and 20 of bronze. Stratigraphically, one example was from the turn of the 11th-12th centuries, 7 from the 12th century, 2 from the turn of the 12th-13th centuries, and 12 from the 13th century. Almost all of these three-strand bracelets (19 examples) are lightly flattened on three sides: the upper, lower, and inner surfaces. Two bracelets (14-22-1414, 11/12-19-843) were flattened only on the inner surface.
The forging was done using a metallic hammer on a hard anvil. The blows were applied to the upper surface once the bracelet had already been bent using a bracelet mandrel. This did not damage the the overall pattern at all. In order to smooth the inner surface of the bracelet, it was forged using a soft anvil, which was necessary in order to preserve the convex shape of the inner surface. After forging, all three-strand bracelets were smoothed with a file and carefully polished (Illustration 21, item 2).
One particular type of spiral bracelet has tapering ends: four examples were made from 3 strands, and two from two strands. Four examples were made from pewter (18-23-147; 17-17-942; 17-17-942; 14-10-670), one from billon (11-16-279), and one of bronze (8-11-380). The technology for producing these bracelets consisted of four steps: 1) casting thick, straight rods, 2) carefully forging and elongating the ends, 3) grafting the rods together in a heated state, 4) bending the spiral blank around a mandrel.
Spiral four-strand bracelets were made from round wire which was folded over into four strands and twisted, such that on one end there would be a loop and two free ends of wire, and on the other end there were two loops.
This type of bracelet is very common amongst antiquities of the Slavic tribes. Individual examples of four-strand bracelets are found in the Baltic region.[67]Katalog der Ausstellung zum X archeologischen Kongress in Riga. 1896, Table XX, item 26. Artsikhovskij mentions their existence in the second phase of Vjatichi burial mounds.[68]Artsikhovskij, op. cit., p. 137. Two 14th-century examples made of bronze have been found in the Nerevskij digs (10-15-169; 8-11-380).[69]Sedova, op. cit., Illustration 8, item 4. After creation, the inner surface of these bracelets was forged on a soft cushion.
It is particularly worth mentioning a four-strand bracelet made of golden bronze wire, the ends of which are decorated with square settings for inserts (21-26-136). The inner surface and the ends of the twisted base of the bracelet were flattened. The settings were soldered to the tapered ends.[70]idem., Illustration 8, item 8.
To this group of spiral bracelets we should also add two examples made by wrapping bands of pewter around a round, cast rod, and then wrapped in silver-plated filament (12-18-1138; 21-25-329). The bracelet from level 21 ends in convex oval shields created by forging the rod in the center of the bracelet.
Two 13th century bracelets were found made from round, pewter rods wrapped with thin lead wire. One of them ends in triangular shields with holes for fastening the ends. The rod was originally cast with the shields in a split stone mold, then it was wrapped with wire and bent around a mandrel (Illustration 17, item 2; 12-19-722).
Pseudo-spiral bracelets are rosette-shaped in cross section. They are similar in form to twisted bracelets, but differ in that created through casting. To this group belong three cast bracelets ending in flattened, oval extensions on the end (Illustration 17, item 3). Two of these were found in layers from the 1090s-early 12th century (21-23-319; 22-19-617). One was found in a layer from the late 12th-early 13th centuries (16-13-676). All of the bracelets have clearly visible seams (on both the upper and lower parts). The casting was done in a sectional mold created by pressing a 3-strand spiral bracelet into clay. The billet came out of the mold straight and was then formed around a mandrel.
Pseudo-spiral bracelets could also be cast in stone molds. Similar sectional molds were found in the crypt of the Church of the Tithes in Kiev.[71]Karger, M.K. “Tajnik pod razvalinami Desjatinoj tserkvi v Kieve.” Kratkie soobschenija Instituta istorii materialnoj kul’tury. Issue X. 1941, p. 76, Illustration 24, item 2. In Novgorod, one bracelet cast in a stone mold has been discovered (14-20-1240).
A section of a pseudo-spiral bracelet from the 13th century (13-20-834) stands out for its method of creation. It was cast from a wax model created by twisting four wax rods together (Illustration 17, item 11). At first, it was cast as a straight billet, then the jeweler passed over the grooves on the billet to emphasize the contour. Only once this process had been completed, the blank was bent around a mandrel. Metallographic analysis did not reveal any traces of the original casting structure. They were all erased during the processing that was done on the cast billet (Illustration 18, item 1).
Illustration 18: Microstructure, magnification 240x

(1) False braided bracelet, 13th century, 13-20-834; (2) Blunt-ended plate bracelet, late 13th-early 14th century, 11-13-924; Blunt-ended plate bracelet, late 10th-early 11th century, 26-30-166; (4) Plate bracelet with convex center, 14th century, level 10-625; (5) Oval-ended plate bracelet, 13th century, 13-11-489; (6) Diamond-cross-section bracelet, 12th century, 20-28-728.
Microstructural analysis was performed on a pseudo-spiral bracelet from the 14th century (Illustration 17, 9). It has crisp raised designs which make it appear very similar to an actual spiral bracelet. The tapering ends are decorated with four pairs of openwork rings, which at first glance appear to be soldered. Metallographic study revealed a solid, very clean cast structure, smoothly flowing into a similar structure in the rings. No signs of soldering were found (Illustration 5, item 4). As such, the analysis of this delicate pseudo-spiral bracelet confirmed that medieval Rus’ possessed the ability of casting from a model using the so-called lost wax method. This process consisted of the following steps: an item was woven from wax cords, then covered in clay and allowed to dry. The item was then exposed to a slight heat to the melting temperature of the wax, and then to an extended heat of 800-900° (based on modern methods for creating a mold). At this time, the wax would melt and any fibers would burn away. Before pouring the metal, the mold was washed or purged to remove any ash from the incinerated model. This technique was widely used by medieval Russian and Finnish jewelers to create openwork jewelry. Progressively becoming more complex and evolved, it passed into modern casting technology. Modern so-called precision casting does not significantly differ from the lost wax technique.
Twisted bracelets have a star-shaped cross-section. Their surface consists of alternating sharp protrusions and semi-circular grooves laid down in a spiral pattern, achieved by twisting a heated metallic rod that was triangular in profile (Illustration 17, item 1). The Novgorod collection contains 12 twisted bracelets with tapering ends, 11 made of pewter and one of copper. They were all associated with layers from the 12th-13th centuries (level 19 – 2 examples, level 16 – 3, level 15 – 2, level 14 – 3, level 13 – 2). Twisted bracelets are characteristic of the Chude tribes of the Baltic region. They are also widely found in Scandinavian antiquities from the Viking era.[72]Du Chaillu, op. cit., Vol. I, p. 240, table 508; Oldeberg, op. cit., Vol. II, p. 45, table 84; Arbman, op. cit., Vol. I, table 110, item 6. M.V. Sedova erroneously considered these bracelets to be pseudo-spiral, believing that they were cast in a mold taken from an elongated spiral bracelet.[73]Sedova, op. cit., p. […], Illus. 8, items 9, 11.
Round wire bracelets are round in cross-section. The first type consists of bracelets with tapering ends. In Novgorod, 11 examples have been discovered, six of golden bronze and five of pewter. They existed from the 10th-13th centuries (levels 28-14). Microstructural analysis revealed that these bracelets were made by casting a straight rod, which was then bent and forged in a heated state (based on the remnants of their cast structures – doubled and equiaxed grains).
A particular group of round wire bracelets consists of items with folded ends. The Novgorod collection includes 3 examples of such bracelets made of pewter. Stratigraphically, they were associated with layers from the 11th-early 12th centuries. All three were forged, and then bent around a mandrel. This type of bracelet is encountered amongst antiquities of the Vjatichi and Krivichi tribes.[74]Bulychov, N.I. “Raskopki po srednemu techeniju reki Ugry.” Zapiski Imperatorskogo Moskovskogo Arkheologicheskogo instituta. 1913, Vol. XXXI, Table VIII, item 12; Zhurnal raskopok po chasti vodorazdela verkhnikh pritokov Volgi i Dnepra. Moscow, 1899, Table XXX, item 9.
Braided bracelets in the Novgorod collection come in two types. The first type contains bracelets braided from seven wires. Their ends are either leaf shaped or otherwise shaped.[75]Sedova, op. cit., Illustration 8, item 10. In all, there are 4 examples, in layers from the 11th-early 15th centuries).
Of particular interest are two bracelets. One bracelet from the early 15th century (5-9-1180) was woven from drawn, bronze wire 1.1 mm in diameter. Its woven foundation, on the one hand, ends in three-strand oval leaves. To create these bracelets, three long wires were bent over double in the middle in the form of a leaf. The free ends were given a six-wire braid. During the braiding process, they were put onto a frame of some kind, and to this harness, yet one more wire was attached. The other bracelet has an oval leaf from four wires, that is, during the process of weaving, one wire was removed (9-10-1076).
The leaf-shaped ending facilitated weaving, allowing the artisan to create the item without the need for an assistant. At the same time, creating a bracelet with free ends required the participation of two people: one who carried out the weaving, and another to hold the ends of the wire. It is interesting that both bracelets with leaf-shaped ends are later in time (14th-early 15th century). Such bracelets are encountered among the Vjatichi, Krivichi, and Mordvy.[76]Artsikhovskij, op. cit., p. 20. They have also been found in the medieval antiquities of the Scandinavians.[77]Schetelig, H. Vikingeminner i Vest-Europa. Oslo, 1933, p. 92, Table 21.
The second type includes bracelets which have oval plate ends.[78]Sedova, op. cit., Illustration 8, item 7. They were woven from wires ranging from four to seven in number. Four such bracelets have been found in Novgorod: one from the late 11th-early 12th centuries (21-23-1064), and three from the 13th century (12-10-671; 13-21-1465; 15-21-146). The oval shields were created by forging soft pewter wire onto the ends of the wires.
A 12th century bracelet (18-23-1214) ends in cast, embossed shields which were soldered onto the wire base. It was woven from pewter wire. Similar bracelets, but made from silver, have been found in troves from the Kiev principality buried in the late 11th-early 12th centuries.[79]Korzukhina, G.F. Russkie klady. Moscow-Leningrad, 1954, Table XIII, item 2, Table XIV, item 1.
Plate bracelets have a cross-section of an elongated rectangle. The Novgorod collection includes several types of these bracelets.
The first type includes blunt-ended plate bracelets with rounded, tapering ends.[80]Sedova, op. cit., Illustration 9, items 9, 7. This type was widely used amongst all of the Slavic and Finnish tribes. They are particularly well represented in Novgorod burial mounds. In Novgorod, similar bracelets were found in layers from the 11th-14th centuries (11th century – 3 examples, 12th century – 4, 13th century – 12, 14th century – 6).
The majority of this type of bracelet were cut from thinly-forged bronze plate. Microstructural analysis was performed on six of these bracelets. Four of them showed structure typical of deformation (Illustration 5, item 5; Illustration 18, items 2, 3; 11-13-924; 11/12-12-1006; 16-17-1090; 26-30-166). While studying a fragment of another bracelet from the turn of the 13th-14th centuries (11-7-699), an interesting structure was found: against a background of equiaxed grains created by either hot forging, or cold forging followed by annealing, completely parallel chains of inclusions were clearly seen (Illustration 5, item 6). This parallelism of inclusions is possible in two situations: 1) from milling, or 2) a special kind of forging, where between the metal and the hammer there is a hard, smooth layer. The structure of this bracelet suggests that it was rolled in a press. The elongation of inclusions was seen only the longitudinal section; that is, the flow of metal was primarily along the longitudinal direction. This would be possible only if the item was rolled, as forging would cause uniform flattening in all directions. In Western Europe, rolling was well known in the 15th century.[81]Theobald, W. Technik des Kunsthandwerks in zehnten Jahrhundert. Berlin, 1933, p. 280. We have no evidence that it was used earlier. Microstructural analysis of the Novgorod plate bracelet allows us to hypothesize that this technique was known to Novgorod artisans already by the early 14th century.
The structure of a late 12th-early 13th century bracelet (16-12-660) with decoration created by a toothed wheel shows that sometimes to create thick plates of bronze, Novgorod jewelers resorted to simply pouring metal onto the smooth surface of an anvil or special stone block.
The surface of blunt-ended bracelets, as a rule, was covered in stamped designs made up of diamonds, braids, chains of stamps, crosses, and so forth (Illustration 17, items 4, 5, 7). To create these designs, the jeweler used round, triangular, serrated, pyramid or cone-shaped punches. Especially frequently seen on Novgorod bracelets are the imprints of chasing and toothed wheels. With the help of a loupe, we were able to determine that the wheels came with a varying number of teeth, from 12 to 24. Decoration with a toothed wheel was particularly characteristic for items from Pskov, Novgorod, Smolensk, and Suz’dal.[82]Rybakov, op. cit., p. 282.
Oval-ended bracelets end in oval-shaped shields, which are separated from the body by a narrow waist (Illustration 17, item 10).[83]Sedova, op. cit., Illustration 9, items 1, 20. A.V. Artsikhovskij notes that “this type of bracelet’s range is enormous: from Hungary to Kostroma and Perm; but it appears that this type was not predominant in any location.”[84]Artsikhovskij, op. cit., p. 22. 11 examples of oval-ended bracelets have been found in Novgorod, all from the 12th-13th centuries. Eight of the eleven bracelets were cast from pewter in a one-sided mold.
As shown by metallographic analysis, a bronze oval-ended bracelet from the 13th layer (11-489) was cast in a one-sided mold. Once cast, the billet was heated and bent around a mandril (Illustration 18, item 5).
Two bracelets from the 14th layer stand out for their technology. One was cast from a wax model (14-12-702), as is confirmed by the character of the raised foliate decoration made using a wax model. A second bracelet was cut from a thin sheet of pewter and then curved (14-20-1136). The entire surface of the bracelet is covered in assymetric engraved runner-style decoration.
11 examples of narrow, smooth plate bracelets were found in layers from the 12th-13th centuries. Study of its microstructure revealized a singular technology behind all of these bracelets. All were made from thin forged plate (one of billon, two of pewter, the remaining of bronze).
Plate bent-ended bracelets have ends which are bent upwards into a ring.[85]Sedova, op. cit., Illustration 9, items 15, 25. Artsikhovskij notes that “… it might have been possible to consider [this type] characteristic for the Vjatichi tribe, were it not also common in Western Europe (in Czechoslovakia and in particular in Hungary)”.[86]Artsikhovskij, op. cit., p. 21. The Novgorod collection includes 8 plate bent-ended bracelets from the 11th-14th centuries.
Internal study determined that all bracelets of this type were forged. Microstructural analysis of a bronze bracelet from layers 15/16, decorated using a toothed wheel, revealed signs of casting. It would appear that the metal was cast onto some kind of horizontal structure to create a thin metallic plate. Its structure attests that the bending of the bracelet and application of ornament occurred once the bracelet had already cooled. Review of the ornament with a loupe revealed that the wheel had 22 teeth.
The zigzag ornament on a bronze bracelet from the 13th layer (20-1326) is interesting. Each zigzag is composed of two thin, stitched lines created by a dual-toothed wheel. Both rims of this wheel were attached to the same axis. Judging by the chasing on another bracelet from the 9th layer (8-526), Novgorod jewelers also used triple toothed wheels.
Among the plate bracelets in the Novgorod collection, 5 bracelets particularly stand out, the centers of which are decorated with a convex bulge lengthwise.[87]Sedova, op. cit., Illustration 9, item 2. One was found in an 11th century layer (22-26-11), two in layers from the 13th century (13-17-325, 14-16-1041), and two in layers from the 14th century (9-19-765; 10th layer, section 625). These bracelets are made from thin plates of golden bronze and were decorated on a soft anvil using a round metallic rod. The rod was placed onto the plate billet and was pressed into the plate using hammer blows. The microstructure of two bracelets (9th and 10th layers) revealed that the metal was annealed before this stamping was performed (Illustration 18, item 4).
One bracelet of this type (14-16-1041) is interesting in that the sheet from which it was prepared was reused. On its inner surface there are clear remnants of engraved decoration in the form of zigzag and S-shaped whorls. This was not just a test of the engraving tool, as the decoration has a completely thought-out character.
Massive bracelets with raised centers and decorated with various forms of stamped or engraved designs are characteristic in Baltic antiquities.[88]Katalog der Ausstellung…, Table XX, items 1, 3, 4. They are also found in burial mounds in the Novgorod region.[89]Spitsyn, A.A. “Kurgany Sankt-Peterburgskoj gubernii v raskopkakh L. K. Ivanskogo.” Materialy po arkheologii Rossii. 1896 (20), Table III, pp. 51-52.
Hinged bracelets consist of two plate sections, held together by a hinge. Seven of the nine hinged bracelets discovered in Novgorod were cast in two-sided stone forms; two were made of billon (15-19-249; 17-19-1080), four of pewter (8-7-516; 16-17-961; 16-13-654; 16-20-294), and one of bronze (6-12-89).[90]For a description of these bracelets, cf. Sedova, op. cit., p. 253, Illustration 9, items 14-19. This is confirmed by the ornamental features of these bracelets, characteristic for casting in hard molds. Their surfaces are covered in interwoven convex lines of stylized foliage or threads of granulation and filigree. Transverse convex bands of pseudo-filigree cross the smooth background of the item.
Deserving of particular attention is a billon bracelet found in a layer from the turn of the 12th-13th centuries (15/16-20-1272; Illustration 17, item 6). This item is 2.9 cm wide. Each panel of the bracelet is divided by bands of pseudo-filigree into three horizontal bands. The central band is filled by a series of raised diamond shapes; the two bands on the sides are decorated with triangles of imitated granulation. Most likely, this bracelet was cast in a clay mold, with the design tooled directly into the clay. The density of the imitation-granulation raised and the clear conical shape of each seed speaks to the use of this method.
A hinged bracelet from the late 13th-early 14th centuries (11-12-900) was cut from a thin, forged sheet of bronze. It is decorated with four grooves lengthwise which were made using a wheel with a flattened edge. On the inner surface of the bracelet there are raised bands corresponding to the grooves. It appears that before the wheel was run over the blank, the metal was annealed, which caused the metal to become strongly compacted when it was tooled.
All bracelets that were oval-, semicircular-, triangular- and diamond-shaped in cross-section were cast in a hard mold.[91]Sedova, op. cit., Illustration 9, items 26, 27. As was shown by structural analysis, these bracelets were then cold forged in order to give them a sharper profile. It is possible that, for this purpose, the rod may have been placed into a special groove on the anvil (Illustration 18, item 6).
Before closing out our technical review of Novgorod bracelets, we should mention two unique examples.
- A fragment of a plate bronze bracelet, the surface of which was decorated with a finely engraved design in the form of a stylized vegetal braid (13-18-1209). To start, the main lines of the future design were lightly and quickly drawn with a thin chisel. Once the contours were ready, the master artisan would take a second, heavier chisel and, with smooth movements, would go back over the intended lines, always pushing the tool away from himself. The engraved design was achieved from this precision of line.
- In an 11th century layer (23rd level), a piece of a solid, slightly convex bracelet made of golden bronze was discovered. The edge of the bracelet is decorated with braid forming rows of diamonds.[92]idem., Illustration 9, item 24. Such bracelets were also known amongst the Baltic tribes: Katalog der Ausstellung…, Table XXVII. Each strand of the braid is made up of a rope bordered by a row of toothlike nicks. This decoration was created using a three-sided pyramid-shaped punch. Creating the design was a difficult and time-consuming work. It is interesting to note that on analogous bracelets from later burial mounds near Novgorod, the same design was created using a toothed wheel.[93]Two bracelets from a dig by V.N. Glazov are stored in the Hermitage Museum (No. 868/207, 868/208).
Illustration 19: Microstructure, magnification 240x

(1-2) Wide-centered, unclosed plate rings, 13th century, 14-16-453, 13-19-1142b; (3-4) Ribbed rings, 12th-13th centuries, 18-20-1008, 15-23-847; (5) Round wire ring, late 12th-early 13th century, 16-22-814; (6) Pin with three-bladed head, late 12th-early 13th century, 11-12-1069.
Rings
The collection of Novgorod rings, numbering over 150 examples, is of particular interest for our research because of its size and and the wide range of technical characteristics. Among Novgorod rings, the largest category consists of plate rings, represented by five types.
Open plate rings with wide centers are found amongst all of the Slavic tribes. In the Novgorod collection, there are 12 rings of this type (10th-14th centuries). With the exception of one billon ring (22-23-965),[94]Sedova, op. cit., Illustration 10, item 32. which was cast in a one-sided mold, all of the remaining rings were cast (Illustration 19, items 1, 2).
Wide-centered tied rings have ends which are tied into a knot on the palm side. A.A. Spitsyn considered them to be typical Russian decorations,[95]Spitsyn, A.A. “Drevnosti bassejnov rek Oki i Kamy.” Materialy po arkheologii Rossii. Iss. 25, Table XXV, item 7. dating to the 11th-12th centuries.[96]Spitsyn, Gdovskie kurgany, p. 35. In Novgorod, two such rings have been found. One is bronze (24-27-355), the other silver (22-24-375).[97]Sedova, op. cit., Illustration 10, items 7-9. Both rings were forged. Along the shield of the bronze ring there are twin rows of banded depressions. Identical bands frame the edge of the ring. Study of the shield under a loupe showed that the distance between the upper and lower lines of depressions along the length of the ring remains constant, around 1.15 mm. There is no doubt that this ornamentation was created using a double-toothed wheel. The distance between the two blades, located on a single axle, would have been 1.15 mm. Structural analysis of wide-centered tied rings from Vjatichi burial mounds showed that amongst the Vjatichi, these rings were cast.[98]Stoskova, Drevnerusskoe litejnoe delo, p. 72.
Wide-centered tied rings are found in layers from the 11th-early 14th centuries. The oldest ring of this type was cast in a clay mold (11th century, 23-27-1232). The original for this mold was a ring decorated with a groove bordered by chased triangular stamps with triple circles of imitation granulation inside (Illustration 20, item 3). A wide-centered ring of pewter from the late 12th-early 13th centuries was cast in a one-sided hard mold, then was bent and soldered (16-12-679).[99]Sedova, op. cit., Illustration 10, item 30.
The technology behind the two latest rings of this type (15-15-493; 11-7-669). On the two sides of its rim there are traces of lengthwise casting seams (Illustration 20, items 8, 11). This is a characteristic sign of having been cast in a two-sided stone mold with alignment rods. Each side of the mold was carved into a semi-circular profile, the width of which corresponded to the inner diameter of the ring. In the wall of the channel, a longitudinal recess for the ring bezel was created, to which was attached a sprue. Having joined the two halves of the mold and having placed a cylindrical rod in the channel, they started the casting. After opening the mold, the prepared ring had to be removed from the rod.
Illustration 20: Rings

Straight-ended, unclosed plate rings are of identical width on both the face and palm sides. They were particularly widespread amongst the western Slavs. In Novgorod, rings of this type have been found in layers from the 10th-13th centuries. Four bronze rings and one of pewter were all made from thinly-forged sheet. Judging from the smoothness and brilliance of their design, two bronze rings from […]th and 26th layers were formed from sheet metal that was cast in a mold created by pressing a finished ring into clay (Illustration 20, item 5). Two examples (one of golden bronze from the 19th layer, and one of pewter from the 27th layer) were formed from sheet cast in a one-sided stone mold (Illustration 20, item 1).
Two square-centered plate rings from the Novgorod collection (17-18-904; 18-20-460) were cast in a two-part mold with alignment rods.[100]idem., Illustration 10, item 28. The shields of these rings are decorated with raised braiding. Completely analogous rings are known from the Vjatichi burial mounds near Moscow[101]Arkheologicheskie pamjatniki Moskvi i Podmoskov’ja. Moscow, 1954, p. 51, Illustration 6, item 2. and from Staraja Rjazan.[102]Mongajt, A.L. “Staraja Rjazan’.” Materialy i issledovanija po arkheologii SSSR. 1955 (49), p. 178, Illustration 137, item 4.
They only open, latticed, double-zigzag ring in the Novgorod collection (16-17-1098) was cast in a one-sided stone mold.[103]Sedova, op. cit., Illustration 10, item 13. In some of the lattice “windows,” there is a thin film of stiff material received from a poor connection with the mold. N.N. Stoskova carried out a structural analysis of a latticework ring from a dig by N.I. Bulychov in the Smolensk region, which clearly showed that it had been cast. It is analogous in character to this Novgorod ring.[104]Stoskova, Drevnerusskoe litejnoe delo, p. 43.
Seal rings. The seals on these rings are round, oval or rectangular.[105]For a detailed stylistic description see Sedova, op. cit., p. 255. Based on technology, rings with round seals are divided into three groups. The first group contains one example of a 12th century pewter ring in which the large shield, which was cast in a separate mold, was soldered onto the band. The round medallion (18-19-1104) has a convex central area with a very sketchy image of a bird with spread wings; a band of pseudo-granulation runs around the edge of the medallion.[106]idem., Illustration 10, item 34.
Three examples (two of pewter from the 11th and 15th layers, and one of bronze from below the 28th layer) were cast using a wax model. The 10th century ring is decorated with an engraved image of a bird with outspread wings.[107]An analogous ring was found in a dig by P.M. Eremensko in Radimichi lands, Zapiski Imeratorskogo Russkogo Arkheologicheskogo Obschestva., Vol. VIII, Issue 1-2, Table III, item 3.
Five rings with round shields found in layers 10-18 were cast in multi-part molds with alignment rods. A similar technique was also used for 10 rings with oval shields (Illustration 20, items 6, 9, 12, 14; seven examples are made from billon, and three from pewter).
Illustration 21: Macrophotography

(1) Seal ring, late 13th-early 14th century, 11-18-1379; (2) Part of the ring of a twisted three-strand wire bracelet, 13th century, 13-14-966
One billon ring with an oval shield depicting the image of a hand (11-18-1379) was cast using a wax model. Examination with a loupe found signs consistent with lines crosscut into softened wax by a chisel (Illustration 21, item 1).
Six Novgorod rings with rectangular shields (6-15-778; 9-14-1163A; 9-14-234; 13-19-1133; 13-21-767; 14-21-759) were wholly cast in pewter in a multi-part mold with alignment rods (Illustration 20, items 10, 13).
A lone quadrifoliate ring in the Novgorod collection (14-22-624) was cast in silver using a wax mold. The ring’s shield has a cast geometrical pattern. Similar rings were found in Knjazhaja Gora[108]Samokvasov, D.Ja. Osnovanija khronologicheskoj klassificatsii i katalog kolektsii drevnostej. Warsaw, 1892, No. 4188. and in the lands of the Severjans.[109]idem., No. 4182. Quadrifoliate rings are also found on the lands of the Vjatichi, but their shields depict fantastical animals.[110]Artsikhovskij, op. cit., pp. 75-77.
As such, seal rings were typically cast in multi-part molds with alignment rods. They resorted to wax models only in cases where the shape of the shield or of the ring overall was complex and execution in stone would have been difficult.
Ribbed rings were one of the most common forms of decoration amongst all of the Slavic tribes. In the Nerevskij dig, 10 of these have been found, three with open ends.[111]Sedova, op. cit., Illustration 10, items 1, 2. The majority of these were found in layers from the 12th-first half of the 13th centuries, and only one was found in a layer from late 14th-early 15th centuries (layer 20: 3 examples, layer 19: 1 example, layer 18: 2 examples, layer 17: 1, layer 15: 2, layer 6: 1). All of these rings are bronze, and were cased in multi-part molds (Illustration 19, item 3). Microstructural analysis of two of these rings showed that after they were cast, the notch on their palm side was deepened using a small chisel. (15-23-847; 18-20-1008; Illustration 19, item 4).
Smooth, round-wire rings are widely found amongst Slavic burial mound antiquities, and are represented in the Novgorod collection by 8 examples found in layers from the 11th-first half of the 13th centuries. Seven of them have open backs. All rings of this type were cast. Microstructural analysis showed that the open rings were cast without any further processing. Closed ring examples showed that they were typically cast as a straight billet, and were then subsequently bent into a ring shape, as a result of which they lost their original cast structure (Illustration 19, item 5). Two round-wire rings (22-24-315; 15-22-814) were gilded.
Spiral round-wire rings were created by bending annealed wire around a round mandrel (21-25-305; 21-25-41; 23-27-52; 24-28-3). Spiral rings were a beloved decoration of the Chude tribes of the central Oka region.[112]Smirnov, A.P. “Ocherki drevnej i srednevekovoj istorii narodov Srednego Povolzh’ja i Prikam’ja.” Materialy i issledovanija po arkheologii SSSR. 1952 (28), pp. 124, 127. They are also widely found among the antiquities of the Baltic region from the 10th-11th centuries.[113]Bahr, V. Die Gräber der Liven. Dresden, 1850, Table 2, items 8, 9; Katalog der Ausstellung…, Table XXI, items 7, 8.
The technology of spiral, pseudo-spiral and twisted rings are completely identical to bracelets of the corresponding type. An interesting lone pseudo-twisted ring made from pewter (Illustration 20, item 1) was found in Novgorod. It was cast in a mold created by embedding a six-strand twisted ring into a clay mold (22/23-25-882).
Rings with inserts have been found in Nerevskij dig 32 times in layers from the 10th-14th centuries.[114]Sedova, op. cit., Illustration 10, items 19, 20, 22, 23, 26, 29, 38. They were typically made of round or square wire, or less frequently from plate, with round, oval, or rectangular settings for glass inserts of various colors. This type includes four groups based on different technologies. The largest group (12 examples) consists of separately cast cells soldered to a forged bronze body. This method of production was used throughout the existence of rings with inserts (10th-14th centuries). The ring is fastened to the shield by threading the ends of the ring (which has small hooks) into special holes on the inside of the shield (18-20-1021; 13-18-1276). Eight rings were cast in multi-part molds (four of bronze — 11/12-19-1460; 12/13-19-1378; 16-23-765; 23-26-381; and four of pewter — 11-11-595; 18-25-784; 18-24-806; one without provenance). In order to create the setting in the shield, the mold contained a special recess: a clay ball, slightly flattened on top, was pushed in, such that there remained strips of space, filled with metal, between it and the body of the ring.[115]One side of a similar mold used to cast rings with inserts was found in Kiev on the territory of the former town of Petrovskoe during a dig by V.V. Khvojka in 1907-1908. (Karger, Drevnij Kiev, Table XLV.)
A second group is made up of six rings created using lost wax casting (11-17-1257; 13-19-1165; 13-19-829; 15-22-737; 16-21-1221; 16-20-298).
Novgorod jewelers used two techniques for setting inserts into rings. The first has the insert clamped in a set of claws cut using a thin file into the upper part of the shield (in modern jewelry, this method is called “prong setting”). In Novgorod, two rings with a similar method of setting (18-24-806; 18-25-784). The other, more widely used method was “bezel setting”, where the stone is inserted directly into the body of the ring and is held in place by a thin edge of metal.
Four rings, unique in their character, were created using a special technology that could be called compound casting. This method consists of hammering a prepared decoration into the corresponding setting in the mold, and in the process of casting, this metal becomes united to the body of the item being created. Compound casting was used for creating very complex items, and successfully replaced more time-consuming techniques like lost wax modeling or soldering together several details of a design.
The first ring cast using this method has a large six-leaved shield (4-12-123; Illustration 20, item 2). A casting seam is present on the inner surface of the band. On the face surface of the shield there is no seam, suggesting that the ring was made using compound casting. This mark from where the molds met extends across the entire length of the band. A similarly placed casting seam is also present on a second ring with a large shield in the form of a truncated four-sided pyramid (6-15-778). The face of the shield is decorated with a pair of trellised triangles.[116]Sedova, op. cit., Illustration 10, item 37. Two other rings with round shields (4-4-1657; 5-8-1535) differ from the ones above, in that the casting seam crosses over their shields and the opposite section of the band in a transverse direction. They were cast using the same method, in a mold with alignment rods.
Particular attention is due to 10 open rings from the workshop from the 6th layer described above. These rings have oval shields decorated with a raised image of a swastika. Only five of these have been bent around a mandrel; the remaining five are still in the form of flat casting billets with their flashing unremoved (Illustration 16). All of the rings were cast in the same single-sided stone form. Looking at the rings through a loupe revealed that those which are already bent show signs of enamel in the form of a thin layer of glass-like film surrounding the raised design. Due to the poor preservation of these items, it was not possible to determine the enamel’s composition.[117]These results are stored in the archive of the Laboratory of Spectral and Structural Analysis at the Department of Archeology, Moscow State University: samples 238-19, 238-21. Ju.L. Schapova concluded that in both cases, it was from a group of alkali-free lead glass characteristic of 14th century Novgorod. European glass contemporaneous to these samples would have without fail contained alkalis (potassium, sodium, or both). At first glance, it appears that this enamel was opaque, since its composition contains an admixture of tin oxide. It is not possible to say with certainty what it’s color was due to its poor preservation. Several analogous rings with swastika designs were found by L.K. Ivanovskij in Novgorod burial mounds from the 13th-14th centuries.[118]Spitsyn, Kurgany Sankt-Peterburgskoj gubernii…, Table XIII, item 31. A description of one such ring was also published by A.A. Spitsyn.[119]Spitsyn, Drevnosti Kamskoj Chudi…, Table XV, item 11.
Pendants
Pendants have been found in Novgorod in every layer from the 10th-late 14th centuries, but most of all they have been found from the 10th century, when pagan pendants/amulets became an indispensable part of a woman’s costume. One of the most widespread pagan symbols was the crescent moon. Lunnitsy (moon-shaped pendants) embodying this symbol are widely known among Slavic antiquities from the 10th-13th centuries.
Illustration 22: Pendants, Kolts

Out of 10 lunnitsy in the Novgorod collection, we should review the technology used to create five examples.
Three of them (one with horns/points (14-21-712) and two closed (14-19-1299, 14-14-970)) were cast in pewter in a two-sided stone mold (Illustration 22, items 1, 3, 8). A wide-pointed billon lunnitsa from the 10th century (28-32-1184b) was cast in a mold from a wax original (Illustration 22, item 2). This is attested by the character of the pseudo-granulation of the hemispherical protrusions on the lunnitsa‘s surface. They were originally created in wax, and were then glued to the wax model. A sharp-pointed lunnitsa from the 11th century (23-24-936) was cast in a one-sided mold created by pushing a completed item into clay (Illustration 22, item 5).
Aside from lunnitsy, an amulet in the form of an openwork solar disk from the turn of the 14th-15th centuries is also tied to the cosmic cults.[120]Sedova, op. cit., Illustration 1, item 19. It was cast in bronze from a wax model (6-9-1234). Similar amulets have been published among the antiquities of the Ugro-Finns of the Kama region by J.R. Aspelin.[121]Aspelin, J. Antiquités du nord finno-ougrien. Hellsingfors, 1884, Vol. II, No. 638.
In the 11th-12th centuries amongst the Slavic tribes, amulets in the shape of spoons, axes, knives, keys, etc. were very popular. In Novgorod, three spoon-shaped amulets have been discovered (19-23-282; 24-27-1184, 26/27-29-1253). These were all cast using the lost-wax method.[122]Sedova, op. cit., Illustration 2, item 12. Two knife-shaped amulets made of pewter (16-17-459; 19-23-230) were cast using a two-sided stone mold.[123]idem., Illustration 2, item 11.
Pendants with zoomorphic designs divide into two groups based on their technology. The first group contains 4 examples cast in two-sided stone molds.
- Two flat, schematically-executed figures of horses with their tails turned upwards, ending in hanging rings (15-11-670; 25-30-133).[124]Sedova, op. cit., Illustration 2, item 8. Similar horses are characteristic of a significant portion of the Slavs, with the exception of all southern tribes. They are also well known among the antiquities of the Baltic region.[125]Katalog der Ausstellung…, Table XII, item 1, Table XVIII, item 2.
- A flat, horse-shaped amulet found in a layer from the 1170s-1180s stands out for its large size and its crude execution (17-19-974). Its particular heaviness is created by the raised torus surrounding the figure of the animal.[126]Sedova, op. cit., Illustration 2, item 10. Similar amulets have been found in Novgorod[127]Spitsyn, Kurgany Sankt-Peterburgskoj gubernii…, Table VI, item 20, Table VII, items 18, 21. and Kostroma[128]Anuchin, D.N. “O kul’ture kostromskikh kurganov.” Materialy po arkheologii vostochnykh gubernij Rossii. Vol. III, 1899. Table VI, items 11, 12. burial mounds. They are also found among Livonian antiquities from the Baltic region.[129]Katalog der Ausstellung…, Table XVIII, item 16.
- A pendant in the form of a fantastic beast with a puffed-out chest, legs set behind, and the head of a duck crowned with horns (1130s-1150s, 19-24-140).[130]Sedova, op. cit., Illustration 2, item 7. Similar amulets were distributed through Lithuania, Latvia, Estonia, Karelia, Finland, and in Novgorod and Kostroma burial mounds.[131]Balodis, F. Det äldsta Lettland. Uppsala, 1940, p. 169, table 9; Rawdonikas, W.I. Fornvännen. 1931, pp. 352-360; Moora, N.A. Piermatneja kopienas iekarta. Riga, 1952, Table 87; Spitstyn, Kurgany Sankt-Peterburgskoj gubernii…, Table VII, item 17, Table XI, item 20; Tret’jakov, P.N. “Kostromskie kurgany.” Izvestija Gosudarstvennoj Akademii istorii material’noj kul’tury. Vol. X, 1931 (6, 7), p. 16; Antoniewicz, J. “Zawieszka w kształcie stylizowanego zwierrecia z Drohiczyna nad Bugiem, pow. Siëmia tycze.” Wiadomosci archeologiczne. Vol. XXIV, 1957 (4), p. 367, Table 1. It appears that there were several centers for their production in Ugro-Finland and in north-western Rus’.
The second technological group contains 2 pendants cast from wax molds.
- A flat bronze figure of a duck, decorated with raised stripes and crosses, found in a layer from the 1130s-1150s (19-23-23).[132]Sedova, op. cit., Illustration 2, item 9. This type is known in the materials from Kostroma-region burial mounds,[133]Nefedov, F.D. “Raskopki kurganov v Kostromskoj gubernii, proizvedennye letom 1895 g.” Materialy po arkheologii vostochnykh gubernij Rossii. Vol. III, St. Petersburg, 1899, Table IV, items 2, 3, 5, 6. but it appears that the center of their production was somewhere in the Kama region.[134]Nefedov, F.D. “Otchet ob arkheologicheskikh issledovanijakh v Prikam’e.” Materialy po arkheologii vostochnykh gubernij Rossii. Vol. III, Table XII, items 5, 6, 23, 24.
- A flat, openwork figure of a duck (late 10th-early 11th century; 26-30-13).[135]Sedova, op. cit., Illustration 2, item 6. The primary region of distribution for this type of pendant was the Baltic region.[136]Katalog der Ausstellung…, Table XII, item 3; Stankevich, Ja.V. “Kurgany jugo-vostochnogo Priladozh’ja Karelo–Finskoj SSR.” Arkheologicheskij sbornik. Petrozavodsk, 1947, p. 108, illustration 9.
Noisemaker pendants are represented in the Novgorod collection by 10 horse-shaped amulets, both one-headed and two-headed. They have ears in the form of small rings and tails turned upward in a spiral. Their hollow bodies end in five or six figure-eight chains with little bells.[137]Sedova, op. cit., Illustration 2, items 13, 14. Hollow horse-shaped pendants appear starting in a layer from the late 12th century, but they were most widely seen in the 13th and 14th centuries. Aside from the Novgorod region, horse-shaped amulets of this type are found only in Kostroma burial mounds.[138]Anuchin, op. cit., pp. 243, 254. In the form of individual examples, they reach as far as the Kiev[139]Khanenko, B.I. and V.I. Drevnosti Pridneprov’ja. Issue V, 1902, Table XVI, item 380. and Vladimir[140]Spitsyn, Vladimirskie kurgany, Illus. 467. regions, and into the Kama region.[141]Spitsyn, Drevnosti Kamskoj Chudi, Table VI, item 10; Nefedov, Obchet ob arkheologicheskikh…, Table 12, item 7.
All hollow horse amulets were cast. Their casting was preceded by a lengthy and painstaking preparation of a wax model. At first, the figure of the horse was molded by adding layers of wax to a prepared clay blank. Then, the chains were woven from wax cord. The last link of the chain was soldered to the figurine with a heated knife. Once the wax original was ready, a wax rod was attached to each link of the chains. The channels created from these rods were used to pour metal into the mold.
Coin-shaped pendants. Seven of these were poured using a one-sided stone mold (Illustration 22, items 4, 7, 9, 10; three are of pewter — 10-15-247, 10-10-363, 15-20-1186; four are of billon — 14-22-1464, 15-19-35, 20-25-102, 28-[…]-1281). Two that were poured using a stone mold have characteristic pseudo-filigree and smooth lines of decoration. The casting seams are visible only on the side used for casting, that is, the second side was only a flat piece on which there was cut only a depression corresponding to half the thickness of a transverse groove that would hold a rod during casting.
Two coin-shaped pendants from the 10th century (26-27-982; 28-32-273) were poured using clay molds made from completed items (Illustration 22, item 6). The faces of these pendants are decorated with triangles of pseudo-granulation diverging from the center. Around the edge runs a border of semi-circular bulges. The clay mold was unable to sufficiently clearly capture the granulation. Even under casual observation, it appears strongly blurry.
Three open-work, trellised amulets from the Novgorod collection were cast in pewter from a wax model woven from waxed cords. Two are from the 13th century (13-20-1339; 13-15-1070), and one from the 14th century (8-15-126).
Of the remaining pendants, we should note two medallions, the faces of which depict birds with outstretched wings (10th layer, section 578; 6th layer, section 660).[142]Sedova, op. cit., Illustration 1, items 20, 21. The character of the false-filigree border going around the edge of the medallion attests that it was cast in a stone mold (Illustration 1).
Illustration 23: Microstructure, magnification 240x

(1) Spherical bell with a rough cast slot and three chased bands, 17-22-180; (2-3) Pear-shaped bells with cross-shaped slots, 26-28-1048, 21-24-1010; (4-6) Smooth spherical bells with cast slots, 20-25-105, 15-22-133, 15-11-680.
Bells
Bells are a relatively common find in the Nerevskij dig. They are divided into four types: pear-shaped with cross-shaped openings (10 examples from the 10th-early 12th centuries), pear-shaped with linear openings (6 examples from the 13th-14th centuries), spherical with a rough linear opening and three raised lines on the body (11 examples from the late 11th-early 13th centuries), and smooth spherical bells with linear openings (40 examples, from the 11th-first half of the 14th centuries).
The typology of bells aligns with their technological particularities. This is tied to the extremely pain-staking and complex methods of their creation.
Microstructural analysis of pear-shaped bells with cross-shaped openings, pear-shaped bells with linear openings, and spherical bells with rough linear openings and triple raised lines showed that they were all solid cast (Illustration 23, items 1, 2, 3). These items were cast using wax molds — signs of smoothing the wax and the joining lines are easily visible on the side surfaces of each of these types of bells (Illustration 24). This was preceded by the manufacture of a rod which corresponded to the shape of the inner part of the bell. Having driven a metallic sphere onto the bell, the jeweler added a layer of wax to the desired thickness. This was done by dipping the rod multiple times into molten wax. To the model obtained in this manner, a wax tab was attached, then the straight or cross-shaped opening was cut.[143][…] After this, a clay mold was created from the model in the typical manner.[144]The technology for preparing a two-sided clay mold is described well by B.A.Rybakov. cf. Rybakov, op. cit., p. 257).
Before starting to melt the wax figure, it was necessary to affix a rod into the center of the mold; otherwise, as the wax was removed, the walls would settle. For this, they used thin wire bridges which pierced the wax model. One end of the bridge would be immersed into the core mixture; the other was embedded into the clay when the mold was created. Experiments showed that if the metal was not overheated, then the bridge would have time to melt during the casting process. At the end of the casting, they would remove this wire bridge and carefully close up the hole. The core mixture was tinted through the bell opening.
Illustration 24: Macrophotography, magnification 4x

(1) Pear-shaped bell with linear opening (layer 22, section 103); (2) Spherical bell with rough linear opening and three chased bands, 19-23-240; (3) Pear-shaped bell with cross-shaped opening (below 28-36-112)
Casting using a hollow wax model was the only method used for creating bells of the listed types. Slush casting was not used in this case. First of all, slush casting always creates a uniform, smooth surface,[145]Golovin, S.Ja. Osobye vidy lit’ja. Moscow-Leningrad, 1959, pp. 313-314. while the walls of the bells we studied are often perforated with holes (Illustration 24). Secondly, slush casting does not allow one to produce thin walls of even thickness,[146]ibid. such as are characteristic of all of the bells we studied. Thirdly, it is not possible to create the ball inside the bell using slush casting.
Judging by material from Novgorod burial mounds, rural artisans also cast pear-shaped bells from wax models. However, their production sharply differs from that of the city in their carelessness: the asymmetric nature of their molds, the unevenness in cross section, the lack of oblique notches on their vanes. These differences in the quality of city vs. rural items, despite using the same technology, can be explained only by narrow specialization by the city jewelers.
Smooth, spherical bells with linear openings were soldered from two embossed halves. This is confirmed by the results of a structural analysis of three examples of this type (Illustration 23, items 4, 5, 6). The chasing of these hemispherical blanks was done using a semicircular punch on a soft pillow of resin or lead. In this, Novgorod jewelers reached true virtuosity, creating extremely thin blanks without any creases or notches, with thicknesses in some cases as small as 0.025 mm (a bell from the 19th layer, 17-480). Soldering these miniature, fragile hemispheres together was an extremely painstaking operation. The soldering lines on the examples we investigated were dense, thin and had only the smallest gaps (Illustration 23, items 5, 6). This attests to the great experience of Novgorod artisans.
As a final note, there are other types of bells distributed in massive quantities throughout all of the Slavic and Chude tribes, but chased bells with linear openings are found almost nowhere but Novgorod. These bells are also not found in Novgorod burial mounds.
Kolts
Expensive kolts from princely/boyar attire, known from treasure troves of the pre-Mongol times, were soldered from gold or silver chased plate, and as a rule were decorated with granulation, filigree, niello, or enamel. In the second half of the 12th century, cheaper kolts appeared, imitating these more expensive originals. They were created using slush casting in so-called “imitation” molds.[147]jeb: These are also called “Kievan” type molds. The term refers to molds which were carved in limestone or similar material, composed of multiple parts, and used to slush-cast complex, hollow decorations. The term was coined by B.A. Rybakov. See explanation in Korzukhina, G.F. “Kievskie Juveliry Nakanune Mongol’skogo Zavoevanija.” Sovetskaja Arkheologija, 14 (1950), pp. 218, 221. The essence of this method was as follows: metal was poured through a funnel-shaped sprue into a mold, where it would begin to freeze as it came in contact with the walls. This creates the ability to achieve a hollow item by pouring out of the mold whatever part of the metal has not yet had the opportunity to harden. Of the eight kolts found in Novgorod from 1951 to 1957, seven were cast using this method.
Illustration 25: Macrophotography, 13th century Kolt

At the bottom, we can see metallic flashing formed when the metal splashed out of the mold.
- A kolt from the 1170s-1180s made from pewter, without any analogy in Russian antiquities, and appears to be the work of a creative imagination on the part of a Novgorod jeweler. This kolt is completely round, 35mm in diameter, decorated around the edges with spherical granulation that was cast together with the body of the item. The entire central portion has been divided by intersecting lines of pseudo-granulation into regular, slightly convex diamonds (Illustration 22, item 14; 17-23-124).
- A kolt from a layer dating to the second half of the 12th century, cast in bronze and plated with a silver amalgam (16/17-21-1250). This is a star-shaped, six-beam kolt. Each beam is divided into 8 facets outlined by lines of pseudo-filigree (Illustration 22, item 13). A fragment of a completely analogous decoration cast in pewter was found during the dig at Drevnee Grodno in layers from the 11th-12th centuries.[148]Voronin, N.N. “Drevnee Grodno.” Materialy i issledovanija po arkheologii SSSR. 1954 (41), p. 69, illustration 32. A kolt which looks similar, but was cast from several thin plates of silver, was found in a trove from Knjazaja Gora in the former Kiev region.[149]Korzukhina, Russkie klady, Table XLIX, item 1. G.F. Korzukhina dated this trove to the period between 1170-1240.
- Two kolts from the 13th century were cast in pewter (15-22-143; 12-18-1118). They are very similar to each other in form, a round decoration, somewhat flattened vertically, 26-28mm in diameter, with the edge decorated with an openwork wire border. The shields of these kolts are decorated with raised whorls, imitating repousse (Illustration 22, items 11, 12).
- A kolt from the 13th century (14th level) of billon, 35 mm in diameter. The face of the kolt is decorated with a raised image of two birds. Between the birds’ beaks is a stylized lily. Along the edge, there is a border of small, cast spheres (Illustration 25). Similar kolts have been found in pre-Mongol troves, but those were all chased, rather than cast.[150]Khanenko, Drevnosti Pridneprov’ja, Table XXIX, items 969-970.
- A star-shaped, six-beamed kolt from the 10th layer (early 14th century), cast in pewter. Its entire surface is covered in the smallest droplets of false-granulation (Illustration 22, item 15). It was patterned after expensive silver kolts, soldered from 6 or 7 hollow cones, to which would have been soldered several thousand grains of metal.[151]idem., Table XXVI, items 918, 919. Imitation molds [“imitatsionye formy”] for casting similar kolts have also been found.[152]Karger, M.K. “Kiev i mongol’skoe zavoevanie.” Sovietskaja arkheologija. 1949 (XI), Illus. 27; Karger, Drevnij Kiev, Table LVII, LV, LVa.
Unlike the examples listed above, the oldest kolt in the Novgorod collection (11th century, 23-26-318) was made from two round, chased halves, 29 mm in diamter. The edges of the kolt are decorated with a soldered, wavy border of thin bands of silver. The surface is heavily crumpled, making it impossible to decrypt the design.[153]Sedova, op. cit., Illustration 1, item […].
Temple Rings
Twenty-seven temple rings were found during the Nerevskij dig, characteristic of various Slavic and Ugro-Finnish tribes.
Illustration 26: Macrophotography

Smoothing marks from the wax model are easily visible.
- Five temple rings in the Novgorod collection, covered with diamond patterns (levels from the 11th – early 14th centuries), cast in bronze in a one-sided mold. The diamond-shaped vanes of four of the rings are decorated in chased patterns in the form of circular depressions surrounded by linear or toothed designs. A temple ring from the late 13th-early 14th century (11-17-1239) has shields with lengthwise, convex folds created during the casting process. Diamond-shaped temple rings are a tribal sign of the Novgorod Slavs. They have also been found in small numbers in the Krivichi and Vjatichi regions.[154]Bulychov, op. cit., Table 1, item 2, Table IV, item 22.
- Bracelet-shaped knotted temple rings, found three times in Novgorod layers from the 11th-early 12th centuries. These rings are characteristic of the Krivichi. One of them was made of drawn billon wire (24-29-784). The other two were made from doubled, drawn bronze wire (24-27-868; 20-22-1106). Two ring-shaped temple-rings in the Novgorod collection were made from forged wire, 1.2-1.3 mm thick. One of these is made of bronze (18-26-753), the other of billon (17-16-591).
- Two seven-vaned temple rings from layers from the late 12th-early 13th centuries, cast from a wax model (17-22-100; 16-17-1028).[155]Sedova, op. cit., Illustration 1, item 6. Their surface clearly shows signs from the wax model being smoothed (Illustration 26).
- Multi-bead temple rings were widely used in the north-western regions of Novgorod. According to V.V. Sedov, these were common decorations for the Votic tribes.[156]Sedov, op. cit., p. 193. Four examples have been found in the Nerevskij dig, in layers from the 14th century. The hollow beads on two of the rings, made of copper and billon (10-10-1002; 11-12-1073), were soldered from chased halves. Two other temple rings (layer 10-1121a; 8-6-518) have beads cast in pewter from imitation molds. This suggests that they were produced by urban jewelers in Novgorod, as slush casting was not known to rural jewelers.[157]Among the multi-beaded temple rings from the Votic tribe burial mounds (stored in the State Historical Museum and the State Hermitage), we were unable to find a single example with cast beads. Creation of these multi-bead temple rings by urban jewelers suggests that that were Vods amongst the peoples of Novgorod in the early 14th century.
- Seven three-bead temple rings were found distributed in layers from the 10th-13th centuries. These temple rings are found in all medieval Rus’ cities. Novgorod three-bead temple rings are divided into three groups based on their technological characteristics:
- Two temple rings have smooth beads soldered from chased bronze halves (26-33-1464; 14-22-1338)
- The pewter beads on two temple rings from the 1120s-1130s (20-25-202; 20-22-1089) were soldered from sides that were cast in a separate stone mold (Illustration 27)
- Three three-bead temple rings from the 13th century (15-23-742; 14-21-150; 12/13-20-1416) were cast from billon in a two-sided imitation mold. Not only the beads, but even the rods of these rings are hollow.
Illustration 27: Triple-Beaded Temple Rings, Magnification 2x

In the Novgorod collection there is a lone three-beaded template ring with mock beads woven from extremely thin bronze wire (second quarter of the 11th century: 24-27-1184).
Pins
From 1951-1957 in the Nerevskij dig, 55 examples of clothing pins made from non-ferrous metals have been found.
Pins with cross-shaped heads have been found four times in layers from the 11th-12th centuries.[158]Sedova, op. cit., Illustration 5, items 1, 3. They were all cast in multi-part stone molds. Pins with cross-shaped heads are considered to be ethnically characteristic of the Aestis tribe.[159]Tallgren, A.M. Zur archäologie Eestis. 1925, p. 79; Katalog der Ausstellung…, Table XXIX, item 18. They are also found in various areas of the Baltic region[160]Bähr, op. cit., Table VII, item 9., as well as Sweden and Finland.[161]Arne, T. La Suede et l’Orient. Uppsala, 1914, Tables 95-96.
Pins with heads in the form of three vanes can be considered a local Novgorod decoration, in that they are not found anywhere but Novgorod. They exist from the late 12th-early 14th centuries. They come in two varieties. The first contains pins whose side vanes have been twisted into a spiral. Wire rings are threaded through these spirals; the upper vane also has a hole for a ring. All ten pins of this type, from the 12th-15th levels, were cast using lost wax: three of copper, and the rest of bronze. The heads on several of the pins show clear signs of the wax model being smoothed. Microstructural analysis of a fragment of a pin from the 11th level (12-1069) showed that after being cast, the body of this type of pin was not forged (Illustration 19, item 6). It is possible the spirals were additionally trimmed with a cutting tool. The heads of two copper pins from the 15th level show signs of gilding.
Illustration 28: Two Pins Cast in the Same Mold

14-14-1026, 16-24-154
In pins of the second variant, all three vanes are ring-shaped. A ring is suspended from the hole in each vane. This type includes two examples cast in pewter in a multi-segment, most likely stone mold: casting seams can be seen along the entire length of the side surface. One pin dates, based on its location, to the late 12th-first decade of the 13th centuries (16-24-154); the other dates to the 1240s-1260s (14-14-1026). By absolute coincidence, all of the details on the repeated on the concave protrusions on their heads attest that these were cast in the same mold (Illustration 28). They were found a minimum of 15-20 layers apart. This of course does not mean that the mold was in use for the entire duration: it is possible that the pins were cast around the same time, but that one pin was lost considerably later than the other. The reality of this hypothesis is supported by how worn the pin from the 14th layer is: the holes from which the rings hang are strongly abraided, and one of the rings is missing.
Pins with ring-shaped, movable heads were distributed primarily amongst the Baltic tribes.[162]Katalog der Ausstellung…, Table XXVIII, item 5; Tallgren, op. cit., Table 167. They have also been published among the medieval antiquities of Scandinavia.[163]Du Chaillu, op. cit., vol. II, table 1272; Schetelig, op. cit., Table 79; Arbman, op. cit., tables 44-45. In Novgorod, 11 pins of this type have been found in layers from the 12th-13th centuries; four examples in bronze (14-21-816; 15-13-671; 16-21-1289; 20-23-1307), and seven in pewter (13-20-1380; 14-15-453; 14-20-236; 15-22-802; 15-20-1291; 15-13-671; 18-21-376). Ten of the pins were cast in multi-part molds. It is curious that sometimes the sprue attached to the head was not completely removed and was left on as a decoration (Illustration 29).
Illustration 29: Macrophotography

Head of a pin, 13th century, 13-20-1380
One pin from the 15th layer (13-671) was cast from a wax model. Its body shows signs of the wax being smoothed, and the character of the notches on the body and the head also suggest the working of hardened wax. The mold appears to have been used repeatedly: signs of casting seams are clearly visible on the sides of the pin.
Ten pins with heads resembling cockscombs were associated with layers from the late 12th-first half of the 14th centuries.[164]Sedova, op. cit., Illustration 5, item 11. These were all cast using the lost wax method: 6 of copper (9-19-843; 13-18-274; 13-13-985; 14-21-785; 15-20-1206; 17-22-140), 3 of bronze (13-20-1331; 14-14-992; 14-14-995). The head of the pin is decorated with random engraved lines and covered in gilding (except for one example – 13-18-274). Examination under a loupe revealed that two of these pins were completely gilded (9-19-843; 13-13-985).
Two copper pins with tops in the form of a stylized dog’s head with an open mouth (14-14-993; 16-21-1281) were also cast using the lost wax method.[165]idem., Illustration 5, item 8. Gilding has been applied to the pins’ heads.
Pins with heads in the form of two massive spiral whorls (14-20-1195) were forged from copper wire. One end of the wire was stretched and sharpened to a point. The other end was flattened and cut into two strips. After being annealed, these strips were wound around a cone-shaped blank. As a result, two tall spirals were achieved, which were then placed onto a hard surface, covered with a board, and hammered flat. This caused them to collapse into a flat shield that was more dense than could be created by winding alone; inside the spiral, there is no gap where the tips of pliers could have been used to twist the wire. This type of pin was primarily distributed throughout the Baltic region.[166]Katalog der Ausstellung…, Table XXVII, item 12; Moora, H. Die Vorzeit Estlands. Table 49, item 6.
The purpose for eight items which resemble pins, but which have hooked legs is as yet unknown. They have flat, typically eight-pointed heads, carefully decorated with intersecting threads of pseudo-filigree, between which are round or square settings for inserts. Five decorations of this type were cast in pewter in a two-sided stone mold (13-12-528; 13-10-683; 14-10-669; 15-16-1097; 15-22-629).[167]Sedova, op. cit., Illustration 7, item 6. One example, with a flat head decorated with raised depiction of a two-headed bird with outspread wings, was cast from a wax model (5-12-764).[168]idem., Illustration 7, item 10. It is worth mentioning two examples of this type. One has an eight-pointed head, richly ornamented with triangles of pseudo-granulation and threads of filigree (14/15-23-1408). The flat head of the other example has been divided into independent cells by bands of metal soldered around the edge.[169]idem., Illustration 8. It appears that these cells used to be filled with enamel. The center of the head has a square setting, holding a mother of pearl insert (18-19-934).
All of the works mentioned above were found in layers from the second half of the 12th century – 13th century. There is one exception, found on the 5th layer (early 15th century).
Fibulae
Fibulae are of particular interest for our technological review. The most common type of Novgorod fibula is horseshoe-shaped, with spirally bent ends.[170]Horseshoe-shaped fibulae with bent ends are found just as commonly amongst the eastern Slavic tribes as among the Ugro-Finns. In all, there are 39 examples (including fragments). From the 10th century, there are 11 examples; 11th century – 13 examples; 12th century – 9 examples; 13th century – 3 examples; 14th-early 15th centuries – 3 examples. As such, the 10th-12th centuries were the times when they were most commonly distributed. They vary in diameter from 1.5 cm to 7 cm.
Five fibulae made from wire have ends that are forged and bent into a spiral (four of copper — 24-22-535; 27-31-217; below 28-34-161 — and one of silver — 20-22-885). However, the majority of fibulae of this type (29 examples) were made from casting bronze or copper rods of the corresponding shape, and then the ends were forged and bent. These fibulae have different cross-sections: round (12 examples), oval (3 examples), triangular (10 examples), and diamond (3 examples). A copper fibula from the 17th layer (19-1046) was cut out of thinly forged plate.
Fibulae with poppy-shaped ends (three examples from the second half of the 11th century – the first half of the 12th century) were cast in bronze using the lost wax method. This can be seen in the character of the top, which has signs of the wax being worked with some kind of spade-shaped tool. In addition, along the body of a fibula from the 19th layer (17-682) there is a trace of a jagged edge which was formed while the wax model was being sculpted, caused by new layers of wax being laid down onto already hardened wax. Individual examples of fibulae with poppy-shaped ends have been found in Novgorod burial mounds from the 11th-12th centuries.[171]Spitsyn, Kurgany Sankt-Peterburgskogo gubernii…, p. 25. Most likely, this form was adopted from the Baltic, where it is a common find in 10th-11th century grave sites.[172]Tallgren, op. cit., Illustration 84, Table III, item 3; Bähr, op. cit., Table II, item 2, Table IV, item 4; Katalog der Ausstellung…, Table XIX, items 13-15; “Nukshinskij mogil’nik.” Materialy i issledovanija po arkheologii Latvijskoj SSR. 1957 (1), Table VIII, item 5.
11 bronze fibulae with nailhead-shaped ends were found distributed in layers from the 11th-14th centuries[173]Sedova, op. cit., Illustration 6, items 6, 7, 10. The ends of the earlier fibulae were smooth. In the 13th and 14th centuries, the thickened central part of the ring was sometimes decorated with slanted notches. Eight fibulae of this type were cast using the lost wax method (22nd layer-656; 21-26-835; 13-21-1413; 9-11-965; 8-11-886; 8-12-1012; 7-8-1046; 7-5-599). Examination with a loupe allowed us to identify signs that the wax heads were created, then subsequently affixed to the body during the process of preparing the model.
Notches on two fibulae created using this technique (8-11-886; 7-8-1046) were created after the cast metal had cooled, using a toothed tool, as can be seen from the notches’ sharply defined borders and depth.
One fibula from the 1120s-1130s was cast in a two-sided rigid mold. The casting seam runs the entire length of the ring and proceeds onto the heads (20-27-101). Moreover, the item was initially cast as a straight rod, and then was bent into the final shape.
Two fibulae with nailhead-shaped ends (13-14-949; 10-12-410) were cast in multi-part molds. For this cast, previously cast smooth heads were placed into special cells in the mold. When they came in contact with the metal that was poured into the mold, they melted and became firmly joined to the ends of the fibula. That this method was used is confirmed by signs of the metal spreading along the inner side of the heads. The casting seam runs around the heads, but does not extend onto the heads (Illustration 30, item 1).
Illustration 30: Macrophotography

13th century fibula pins, 13-14-949, 14-11-675
Because the heads of the fibulae of this type are markedly wider than the rods that connect them to the body, in order to remove the final cast item, it was necessary to deconstruct the mold. In this case, the joint of the mold was only suitable as a way to preserve the upper section of the mold.
Casting in multi-part molds was a method known only to Novgorod’s urban jewelers. Outside the city, this method was not widespread: out of 60 fibulae with nailhead-shaped ends (from the collection of V.N. Glazov and L.K. Ivanovskij), only one was cast in a multi-part mold.[174]A fibula from burial mound No. 39 from the village of […] in the former Jamsk county of the Petersburg province. Stored in the State Hermitage, No. 1014779.
Ring-shaped fibulae in the Novgorod collection are divided by the character of their rings into plate and round-wire.[175]Sedova, op. cit., Illustration 6, items 2, 5, 11.
Six plate ring-shaped fibulae have been found. Of these, two fibulae from the last 12th-early 13th centuries were cast in pewter in one-sided stone molds (16-23-721; 16-23-764). A pewter fibula from a 14th century layer (8-12-1285), it appears, was cast in a multi-part mold created with the assistance of a wax model. On the heads of this mold, in two places, there are depictions of hands and handshakes; the space between them are filled with an undeciphered inscription: RNMVM. This fibula was most likely not of local production. We are aware of two analogous clasps with a ring in the form of two pairs of shaking hands. One of these was found in Scotland; the other of unknown origin is stored in Vienna.[176]Johnová, H. “Sponky jako součást lidového oděvu.” Slovenský národopis, VI (1958): 1-2, p. 97, Illustrations 57, 62.
A plate fibula from the 1320s-1330s (10-15-310) was cut from a thin sheet of golden bronze. The cutting of the inner ring was done with the assistance of a lead pillow and a special die with sharp edges, onto which the sheet of metal was placed. This was determined from the strong curvature of the fibula’s ring along the outer edge: the free edges of the plate were slightly pulled by the lead pad.
Aside from Novgorod, plate ring-shaped fibulae are found primarily in burial mounds from the former Petersburg province.[177]Spitsyn, Kurgany Sankt-Peterburgskoj gubernii, p. 45, Table X, item 13.
There are four ring-shaped wire fibulae in the Novgorod collection. Three of these were cast in multi-part stone molds, two in bronze (18-21-121; 9-19-843) and one in pewter (9-12-704). One fibula of this type was cast from a wax model (12-18-190). Notches on its ring were created on the wax mold: frequent slippage of the cutting tool resulted in their asymmetricity. In a layer from the late 10th-early 11th century, two bronze fibulae with square truncated pyramidal ends were found (26-28-383; 26-21-698).[178]Sedova, op. cit., Illustration 6, item 16. These were cast using the lost wax method (the heads of both fibulae sharply widen in their upper section). The ends of one fibula have thin sheets of billon soldered on, decorated with bands of pseudo-filigree. The most common region of distribution for this type of fibula is the Baltic[179]Katalog der Ausstellung…, Table XIX, item 26, Table XXVI, item 21. and Scandinavia.[180]Finskt Museum. 1954 (LVIII), table 5; Arbman, op. cit., Vol. I, table 56, items 3a-3b.
A horseshoe-shaped bronze fibula with truncated conical ends (28-31-26) was cast, it appears, using a wax model.[181]Completely analogous fibulae are known from burial mounds in the south-eastern Ladoga region. cf. Stankevich, op. cit., p. 98. On the reverse side, where the ring and heads join together, there are visible signs of wax flow. These were created when the sections of the wax model were joined together.
A section of a bronze fibula with cone-shaped ends was found in layers dating to the 1050s-1070s. The face of this fibula is decorated with a raised vegetative pattern (23-28-829).[182]Sedova, op. cit., Illustration 6, item 15. The fibula is semi-circular in cross-section, with hollow heads. This is the result of casting in a one-sided stone mold. The metal was poured in and then immediately poured out, such that it was only able to freeze on the surface where it contacted the mold.
Special attention is due to a unique fibula from the 14th layer (11-674). It has faceted heads decorated with raised crosses. The ring, which is triangular in cross-section, is covered in a pine-tree design, which turns in the center into transverse cylinders. It was cast in bronze in a multi-part mold. The sequence of casting is identical to two of the fibulae mentioned above with nail-shaped ends, as determined by the character of the casting seams, and by the remainder of a casting sprue on one of the heads on the inner side (Illustration 30, item 2). Similar fibulae are found in the Baltic region and in Scandinavia.[183]Tallgren, op. cit., Table III, item 6; Katalog der Ausstellung…, Table XIX, item 6, Table XXIX, item 11; Arbman, op. cit., Vol. I, table 53.
An interesting method was used to create a bronze fibula, around the ring of which are located eight round settings for inserts.[184]Sedova, op. cit., Illustration 6, item 18. This item was cast from a wax model. The settings, carved into the wax, were filled with clay spheres which became joined to the body of the clay mold when it was finalized. Because the inner side of the fibula was smooth, the mold could have been used to create several castings (19-24-155).
Beads
Illustration 31: Beads, Magnification 2x

(1) 13th century, 13-11-703; (2) 14th century, 7/8-3-680; (3) 13th century, 14-20-20; (4) 13th century, 11-18-1168; (5) 14th century, 8/9-13-1187; (6) 15th century, 5/6-12-1460; (7) 12th century, Nr17-170.
Out of the remaining items of jewelry, it is worth taking a look at the technology of metallic beads.[185]An analysis of belt decorations from the Novgorod collection is not given in view of the uniformity of their technology. The majority of buckles and belt plaques were cast from wax models.
Three examples cast were slush cast in silver alloys using four-sided stone molds.
- A triple bead from the 1260s-1280s, decorated with triangles of pseudo-granulation (13-11-703; Illustration 31, item 1). Its body is crossed longitudinally by four casting seams.
- An oval bead from the turn of the 13th-14th centuries, with its surface decorated with two transverse rows of pseudo-filigree, between which there are slanted triangles of pseudo-granulation (11-18-1168; Illustration 31, item 4). Remnants of four casting seams are easily visible.
- An oval bead from the turn of the 14th-15th centuries (5/6-12-1460; Illustration 31, item 6). In the center of the bead and around its edges run raised bands of pseudo-filigree. Casting seams break the bead’s surface into four parts, giving the impression of four independent facets.
Two examples were cast in a silver alloy using two-sided molds.
- An oval bead with its surface transected by two raised bands running lengthwise and around the circumference, found in a layer from the 1170s-1180s (17th layer, section 170; Illustration 31, Item 7).
- A smooth triple bead from the 14th century (7/8-3-680; Illustration 31, Item 2). Remnants of the casting sprues are clearly visible on the sides.
Judging by the traces of smoothing of the wax, two beads in the Novgorod collection were cast from wax models. Both are oval in shape, decorated with lengthwise and transverse raised bands. One bead from the 13th century was cast in a silver alloy (14-20-20; Illustration 31, Item 3); the other, from the 14th century, was cast in bronze (8/9-13-1187; Illustration 31, Item 5).
Technological Operations
Technological study of the jewelry items in the Novgorod collection and the tools of the jeweler’s art allows us to uncover a complex of operations used by the city’s copper- and silver-smiths.
Since the Bronze Age, casting has played a central role in the technology of non-ferrous metals. Medieval Russian jewelers mastered the most diverse methods of casting, which progressively developed and became more complex, passing to modern casting production.
In order to cast a particular item of jewelry, it is of course essential first of all to melt the metal. For this, it is important to correctly catch the moment when the metal melts, since keeping already molten metal in the forge for extended periods of time can cause it to burn and degrades the quality of the pour. Thermological analysis of Novgorod items of non-ferrous metal showed which temperature conditions medieval Russian jewelers needed to deal with. Five studied examples of bronze with different levels of tin, lead and zinc would have had melting points from 850°-1015°. A particular group consisted of items with melting points from 1050°-1080°.[186]Accuracy for the results of thermological analyses is ±10° for bronze and copper, ±5° for pewter. This means that they were chemically similar to pure copper. Casting in refractory copper and copper-based alloys presupposes the use of an artificial blast furnace. Works of pewter melted, per our analysis, at temperatures from 235°-260°. A jeweler could have used a normal hearth to work with these easily-molten metals.
Heating metal to high temperatures is accompanied by its rapid oxidation, therefore before placing the crucible into the forge, the jeweler would have added to it particular deterrents. Modern casters use charcoal when melting bronze and copper, which unites with oxygen and thereby prevents the metal from oxidizing. It is not possible to know for sure what substances would have been used in medieval Rus’, therefore it is necessary to turn to Theophilus’s writings. As a flux when casting copper, Theophilus proposes using charcoal,[187]Theophilus, op. cit., p. […] and when casting silver, table salt.[188]idem., p. 25.
Good casting results relied not only on the jeweler’s ability to handle the metal itself. The outcome of the cast also relied on the quality of the casting mold.
Judging by the stratigraphy of casting molds in the Novgorod collection, stone molds were not in widespread use in the 10th-11th centuries. Out of 114 items cast using stone one-sided or two-sided molds, only 13 were associated with layers from the 10th-11th centuries. These were a few round-wire rings, oval cross-section bracelets, and pins with cross-shaped heads. The majority of decorations in this period were cast from wax molds, either lost wax, or with wax embedded into clay (various types of pendants, fibulae with poppy-shaped and nail-shaped heads, fibulae with truncated pyramid heads, and pear-shaped bells). As such, Novgorod jewelers of the 10th century were already quite familiar with the preparation of two-sided molds from wax positives, as is undeniably attested by the technology used to create pear-shaped bells with cross-shaped openings.
The results of technological study of items of Novgorod jewelry allowed us to concluded that casting in clay molds created from an already-completed item was rarely used. This method was used to create three pseudo-twisted rings, three pseudo-twisted bracelets, two coin-shaped pendants, one serpentine amulet, and two straight-cut, open-ended plate rings. These were all found in layers from the 10th-12th centuries. On the other hand, this method is confirmed by several clay molds themselves found during the Nerevskij dig. In the large collection of Novgorod casting instruments, there are only three clay molds used to cast simple items such as cone-shaped buttons. Two of these date to the 14th century, and one other to the 12th.
In cities which were impacted by the Mongol invasion, unlike Novgorod, the use of clay molds created from completed items became especially widely used in the 13th-14th centuries. B.A. Rybakov considered this to be the result of a decline in the use of carved molds after the Mongol invasion.[189]Rybakov, op. cit., p. 165. Novgorod the Great, which was unaffected by the Mongol pogrom, preserved the continuity of its casting technology. Novgorod jewelers, who had stone molds created with great skill at their disposal, rarely resorted to copying completed items.
In the first half of the 12th century, there was a significant development in the evolution of casting arts: jewelers endeavored to mass produce items and started to select those methods which allowed for the least amount of effort. This process, easily seen also the development of other artforms, was tied to increasing market demand. This can be seen in the wide propagation of stone casting forms in the 12th century. These were used to cast items in alloys of copper, silver and pewter (hinged and oval-ended bracelets, plate and round-wire fibulae, pins with ring-shaped movable heads, ribbed, round-wire and seal rings, coin-shaped amulets, beads, buttons, etc.)[190]Some specialists in modern casting techniques deny that stone molds could have been used to cast refactory alloys of copper and silver. They believe that stone would be able to withstand frequent heat exchanges and would inevitably crack during repeated contact with hot metal. However, repeated experiments carried out by us proved the error of this idea. To create our molds, we selected limestone which was mineralogically similar to many medieval Russian examples. We used this to cast coin-shaped pendants 2.5 cm in diameter in a two-sided mold, in a bronze alloy containing 10% tin. Before casting, the mold was heated to 400° in order to reduce the temperature fluctuation during the pour. In this manner, we were able to get 20 pours from a mold before it became unusable for further castings. Also related to the ability to use stone molds for casting, we remind the reader that among the smiths/jewelers of western Estonia, stone molds of grey limestone were still widely used at the end of the 19th century (stored in the Estonian Ethnographic Museum in Tartu, Inventory No. 141, 2680, 3276, 4376, 10226, 11625, 11663, et.al.). However, study of casting production by Novgorod jewelers of the 12th-15th centuries shows that during this period, despite the durability and high performance of stone molds, wax models continued to be used to produce sophisticated castings of complex shape (spherical bells with linear openings, fibulae with nail-shaped heads, horse-shaped noisemaker pendants, rings with inserts, pins with three-vane heads, pins with cockscomb-shaped heads).
The 12th century was marked by a whole array of technological innovations. In layers associated with the 1160s-1170s, we find plate and seal rings cast in multi-part molds with positioning rods.[191]We are aware of 6 such molds. Three of them were found in Kiev (cf. Karger, Drevnij Kiev, Table XLVI), one in Grodno in a late 12th-century layer (cf. Voronin, op. cit., Illustration 34, item 13, p. 72). According to a kind note from O.V. Miloradovich, one side of a mold with placement rods used for casting rings was found in material from the time of the Golden Horde in the town of Madzhary (Stavropol’sk region). A fragment of one side of a mold of analogous form was found in the Nerevskij dig (cf. appendix below, item 2). This method replaced more time-consuming methods for the production of rings, such as casting based on wax models or casting into a flat mold followed by bending and soldering the ring band shut.
The 12th century also saw the invention of the imitation mold, in which hollow items like kolts, beads, and three-bead temple rings were cast. The appearance of these molds and the related technology of slush casting was the result of an effort by artisans to simplify difficult operations in working with non-ferrous metal (chasing, soldering on granules, filigree) and to replace them with casting alone into carefully carved composite molds. By casting decorations in this way, the jeweler made them more cheaply, and they became available to ordinary citizens. At the same time, this significantly increased the productivity of their own labor.
The ability to cast hollow, thin-walled items is based on the fact that when metal is poured into the mold, it freezes first where it comes into contact with the mold walls. A mandatory step for slush casting is to pour the metal which has not yet managed to freeze out of the mold. The primary difficulty comes down to guessing the correct moment. The higher the melting point of the metal, the faster it freezes, and the shorter the amount of time that should be waited before pouring out the “slush”. When starting to cast, the jeweler had to determine empirically the interval between pouring into the mold and pouring out the excess metal.
We stop briefly to cover the design features of imitation molds [“imitatsionnye formy”] intended for slush casting. In all medieval Russian examples of this kind of mold, there were two sprues: one was a long sprue used for pouring the metal, and a shorter one, used for pouring out the excess metal. This persistent pattern in the relationship in the lengths of the sprues has a technical explanation. In order to create an item with consistent thickness, it was necessary to fill the entire mold in a single pour. The long and thick sprue allowed an increase in the pressure of the metal, allowing the metal to reach the most remote parts of the mold. It was then more rational to pour out the thickening metal through the short sprue, as longer sprues would increase the risk of solidification of the metal that was to be removed.
It is also worth noting the relationship of the diameters of the upper and lower sprues. In some molds, they are identical.[192]Karger, Drevnij Kiev, Tables LII, LIII, LIV, LVI. However, in a number of examples, the diameter of the lower sprue is significantly smaller than that of the upper sprue, that is, where the sprue enters the top of the cavity.[193]We note a Novgorod imitation mold for casting beads (see the Appendix), as well as several molds from Kiev for casting pendants. cf. Karger, Drevnij Kiev, Tables LVa, LVb, LVII. The question arises whether this ratio was based on certain technical considerations, or if it was chance. The answer to this question was found during our process of modeling slush casting in laboratory conditions. Using a gray limestone minerally similar to the limestone used in medieval Russian imitation forms, we carved a two-sided form for casting round, hollow beads decorated with pseudo-granulation. The diameter of these beads was 15 mm; the upper sprue was 48 mm long; the lower sprue was 12 mm long. The upper sprue was 5 mm in diameter where it entered the mold cavity; above, it widened to 14 mm in diameter. The diameter of the lower sprue was 2-3 mm for its entire length. In this mold, we managed to cast 13 hollow beads with walls 0.4-0.6 mm thick, in a bronze alloy containing 2% tin and 2% lead.[194]This alloy was based on a fragment of an ingot found in Novgorod in a layer from the 12th century. The conditions for casting were: 1) heading the mold to a temperature of 200°, and 2) instant pouring out of excess metal. The final requirement was that at the time of casting, the lower sprue was open. The mold was held between two bricks at the time of casting. The castings turned out hollow as a result of the sharp discrepancy in diameters between the upper and lower sprues. As a result, the speed at which the mold filled with metal significantly exceeded the speed at which the unfrozen metal was poured out of the mold.
In order to compare casting conditions, 5 beads with walls 0.4 mm thick were cast in the same mold, using an easily-meltable alloy of tin with 10% lead. The metal was poured into a cold mold, with its lower plate firmly covered by a horizontal stone stand. After 5 seconds, the mold was raised from the stand. The stopper placed in the lower sprue was pushed out by the pressure of the unfrozen metal. In this manner, the unfrozen metal drained from the mold. In this case, it was more beneficial for the lower sprue to be wide; the narrower or longer the sprue was, the greater the danger of the excess metal freezing inside the mold.
As a result of these experiments, it was clear that casting thin-walled items from refractory alloys (brass, bronze, alloys of silver) requires the use of a mold where the diameter of the upper sprue is significantly larger than that of the lower. Molds used to manufacture items in pewter have less distinct structural features: the diameter of the lower sprue in this case does not play as significant a role, although it is still rational to drain excess metal through a wide sprue.
Items of jewelry in the Novgorod collection created using slush casting can be precisely dated using this technological method. B.A. Rybakov has determined that imitation forms appeared in the 12th century.[195]Rybakov, op. cit., pp. 271, 272, 278. G.F. Korzukhina, based on a comparison of the decorations carved into these molds for princely/boyar items from the 10th-13th centuries came to the conclusion that imitation molds can be dated to the early 13th century.[196]Korzukhina, Kievskie juveliry…, p. 217. However, both Rybakov and Korzukhina relied in their studies on imitation molds while being almost unaware of the items created using these molds. The fact is that prior to the Nerevskij dig, slush cast items were known only from individual examples.[197]Karger, Drevnij Kiev, p. 386; Stoskova, N.N. “Lit’e sposobom “navyplesk» v drevnij Rusi.” Voprosy istorii estestvoznanija i tekhniki. 1956 (1), p. 153; Korzukhina, op. cit., pp. 222-223 (of the cast items listed by G.F. Korzukhina, slush casting was used only for one lead kolt found on the territory of the former manor of the Mikhajlovskij monastery in Kiev.)
Novgorod chronology allowed us to determine that imitation forms appeared in Novgorod in the 1170s-1180s.[198]The oldest slush cast items were a kolt and a bead from the 17th layer. It is exceptionally important that slush casting can be traced to materials in the Novgorod collection throughout the 12th-14th centuries without any breaks, while at the same time this technique was lost in other Rus’ cities during the Mongol invasion.
Due to an insignificant quantity of items cast in imitation molds known to us from other medieval Rus’ cities, it is premature to determine for sure the city where this method was first developed. Early data on the Novgorod finds and the availability of items among them without any analogy in Russian antiquities casts some doubt on a Kievan origin for this method.[199]Voronin, op. cit., p. 71; Stoskova, op. cit., p. 155. It seems more likely to us that the idea of casting thin-walled hollow items resembling chased items of expensive courtly decoration arose around the same time in jewelry workshops of various artistic centers.
As such, in the 12th century, Novgorod jewelers start mass-production of various items in stone molds. This time was a turning point in development of jewelry production, resulting in widespread penetration of items of jewelry into broader levels of society and growth of commodities.
Further refinement of casting technology follows the line of more complex casting molds. In the 1240s-1260s, composite casting appears using ductile forms. At the turn of the 14th-15th centuries, composite casting in rigid molds appears. The essence of these techniques came down to a finished jewelry item being driven into a correspondingly shaped cell. By pouring a little superheated metal into the mold, the artisan sought to partially melt the part of the item in contact with it, and thereby to connect it to the product body.
Concluding our review of Novgorod casting techniques, we note that wooden and metal molds were rarely used by jewelers. Casting into a metal form was hampered by the possibility of the item fusing to the mold; casting into a wooden form, by the possibility of charring.
Various forms of forging were widely used in the jeweler’s art: drawing, slumping and flattening, stamping, punching holes, bending, and twisting. Drawing of metal was used in the creation of almost all forged items. This operation played an especially crucial role in the forging of wire. The flattening of non-ferrous metal was used in the production of blanks for plate rings and bracelets, and various types of plaques, beads, chased bells. One of the most important operations in jewelry production was the stamping of metallic details with the assistance of scissors or chisels. The punching of holes was also used frequently, especially in the production of oval-ended and braided bracelets, the ends of which were affixed through the threading of special wire through the shields. Bending was used for the production of flat, woven and braided bracelets and rings. For the creation of twisted rings and bracelets, the twisting of metallic billets was used.
The technique of chasing metal was mastered by Novgorod jewelers in the 10th century. During the chasing of a thin plate of metal, it was placed on a cushion of pitch, resin or lead, affixed to a special “soft anvil”.[200]See above. During the chasing of more intricate items — kolts, thin raised plaques — the plate of metal was laid between a matrix with a convex design and a cushion which was hit. Chased plaques in the Novgorod collection attest that jewelers had at their disposal a wide variety of stamps (Illustration 32).[201]Seven chased plaques were distributed in layers from the 12th-14th centuries.
Illustration 32: Chased Plaques, magnification 2x

8-13-351, 15-19-857, 17-19-427
Metallographic analysis of Novgorod wire allowed us to confirm that the technology of drawing wire was already known by the 10th century. Along with drawn wire, forged wire also continued to exist. Especially important for the jeweler’s art was the technological discovery in the mid-11th century of how to create wire using a grooved anvil. This method, allowing the creation of long wire billets, was significantly less complicated and time consuming than drawing.[202]See above.
Microstructural analysis of a fragment of a plate bracelet from a layer at the turn of the 13th-14th centuries proves that Novgorod jewelers were familiar with rolling metal. The uniqueness of this example is still convincing. In most cases, subsequent annealing erases the structures from the initial deformation and makes them completely identical – be they rolling, drawing or common forging. In this case, it was possible to identify that the item had been rolled due to the preserved elongation of inclusions.
The surfaces of items of jewelry were covered in various combinations of stamped and engraved patterns. Novgorod jewelers used punches in the form of a miniature triangle with three hemispherical bulges within, and punches with circular, pyramidal and rounded designs. In Novgorod antiquities, we often find a particular form of stamping created with the help of steel toothed wheels, which created an impression in the form of deep, dotted lines. The toothed wheel appeared in the 10th century, but was especially widely used in the 12th-13th centuries. By placing two or three parallel wheels on the same axle, the jeweler could create double or triple dotted lines on an item.
A favorite decorative pattern in Novgorod was engraved patterns in the form of intertwining zigzag lines created using tools in the form of a miniature chisel. This design was used to decorate pendants, pins, and bracelets from the 12th-early 13th centuries.
The technique of gilding was also widely used in Novgorod jewelry. Gilding was used to cover pins with three-vane heads, pins with cockscomb-shaped heads, and round-wire rings. Jewelers were familiar with the art of forming gold amalgams by combining gold with mercury. As we have no evidence on how these amalgams would have been applied in medieval Rus’, we turn again to Theophilus. According to his recipe, to a prepared amalgam (1 part gold to 8 parts mercury) he would add tartar (three parts)[203]By tartar, Theophilus means the substance which “grows on the inner walls of vessels used to store the best wine for long periods of time.” Theophilus, op. cit., p. 31. and salt (one part).[204]idem., pp. 39, 67.[205]jeb: Potassium bitartrate, KC4H5O6. The resulting mixture was placed on coals. The substance was then rubbed onto the object using “a linen scarf folded several times” and pig bristles, and then was heated. This operation was repeated several times, and finally, culminated in a thin layer of gilding (the alloy of gold and mercury) on the item. After this, the item was once again placed on coals and heated “as long as needed for the gilding to become completely yellow.”
The essence of the process described by Theophilus is as follows. During the gilding process, it is necessary to clean the surface of the item of oxides using special fluxing agents. In this case, as flux we use salt and tartar, which contains potassium bitartrate (KC4H5O6). During heating of the mixture, the potassium bitartrate gives off substances which do an excellent job of removing oxides during the gilding process (for example, potassium oxide, K2O). The amalgam, which contains mercury, at first gives the item a whitish tint. Only under the effect of high temperature, when the amalgam begins to decompose, does the gold become evenly distributed onto the surface of the item. Based on this, we can say that the “gilding with the heat of coals” described by Theophilus and the “heated gold” mentioned by Russian manuscripts are equivalent concepts.
Creating more complex items required knowledge of soldering. During soldering, an easily meltable metal is introduced between two pieces of an item; when heated, the solder penetrates into the contacting surfaces, causing them to become permanently connected. Medieval jewelers used two types of solder in their practice, still in use to this day: soft solder with a tin-lead base which melts at a temperature below 300°, and hard solder, based on copper, silver or gold, with a melting point above 700°.[206]Lüder, op. cit., table 3; Rosenburg, M. Geschichte der Goldschmiedekunst. Frankfurt am Main, 1910. Study of the structure of soldering seams on items of Novgorod jewelry showed that most often, they used a copper-based hard solder with admixtures of tin and possibly lead.
When soldering, it was important to clean the details that were being joined from dirt, grease or oxides. For this purpose, fluxes were added to the powdered solder with a melting point around 50-100° below the solder’s melting point. We find interesting data on this in Theophilus’s writings. When soldering silver items, he recommends calcined tartar and table salt,[207]Theophilus, op. cit., pp. 82-83., that is, the same fluxes as used when gilding copper. When soldering gold items, tartar is replaced with beech ash, which contains lye (K₂CO₃+Na₂CO₃).[208]idem., pp. 100-101. Theophilus does not discuss soldering copper. In modern jewelry, resin or table salt serve as flux.[209]Selivankin, S.A. Juvelirnoe proizvodstvo. Moscow, 1951, p. 110. Resin is the solid component of sap from coniferous trees which is left behind during the distillation of turpentine; moreover, evaporation of turpentine from tree sap can also occur in natural conditions under the influence of sunlight. It is entirely possible that medieval Russian jewelers used resin when soldering copper. Incidentally, in his chapter “On soldering tin,” Theophilus mentions that the soldered seam should be coated in pine resin.[210]Theophilus, op. cit., p. 165.
In order to heat the items being joined, they would have used a soldering iron, the existence of which is archaeologically confirmed in the tools of the medieval Russian jeweler.[211]A hammer-shaped soldering iron was found in Knjazhaja Gora; Kolchin, Chernaja metallurgia…, p. 128, Illustration 99, item 11. But, when joining a number of items, in particular when joining threads of filigree, the jeweler would do without a soldering iron, and instead would heat the entire item.
Novgorod artisans attained high levels of achievement in soldering the thinnest walls of bells, buttons, and three-bead and multi-bead temple rings. They were able to create thin, clean, flat soldering seams.
We also have evidence to claim that the technique of enameling was known to the jewelers of Novgorod. We recall 10 rings cast in the same form from the 14th century workshop uncovered in the 19th dig. The round shields of the rings were decorated with raised images of swastikas; the ground around the swastikas on 5 of the rings was filled with enamel, although its poor preservation did not allow us to determine its original color. Based on its composition, it belonged to a group of alkali-free lead glass. Western European enamels of this time always contained alkali.
Aside from rings, champlevé enamel is also found in the Novgorod collection on an exquisite belt set from the 13th century. The bronze buckle and belt plaques from this collection are covered in whorls of dark-red opaque enamel.[212]Sedova, op. cit., p. 243, Illustration 7, item 15. Its composition is a potassium-lead glass, characteristic medieval Rus’ glass making in the pre-Mongol years. The technique of champlevé is covered in detail by B.A. Rybakov, hence we will not elaborate upon it.[213]Rybakov, op. cit., pp. 379-380, 393.
The Nerevskij digs also provided an exquisite example of cloisonné enamel. This is a round, gold plaque, 11 mm in diameter, on which “four green trefoils in white ovals are worked in cloisonné. The remaining surface is decorated with a dark blue cross with a red diamond shape in the center and red triangles at the ends.”[214]Artsikhovskij, A.V. “Raskopki 1956 i 1957 gg. v Novgorode.” Sovietskaja Arkheologija. 1958 (2), p. 231. Aside from this plaque, two plates decorated with cloisonné are preserved in the Novgorod museum. One is copper with an enamel depiction of St. Hypatius, the other is gold with a depiction of St. George. These examples are sufficient to hypothesize that Novgorodians were familiar with the technique of cloisonné. A final answer to this question would require a spectroscopic study, which would be difficult given the unique nature of these works.
Having empirically conceptualized the affinity of non-ferrous metal to become more fragile during cold forging, medieval Rus’ copper- and silversmiths often employed annealing in their practice, which would restore an item’s prior plasticity. This operation played a significant role during cold mechanical processing, such as chasing, drawing, and repoussé. The fact that Novgorod jewelers had already exquisitely mastered thermal treatment of non-ferrous metal by the early 11th century is confirmed by the structural analysis of wire presented above.
Annealing was used not only as a required interim step during the shaping of metal, but also as a final stage of working some types of items. For the majority of plate bracelets, plasticity was an essential condition for their use, in that a given bracelet could only be put on and taken off by squeezing or stretching the metal band. Incidentally, annealing was also known to Theophilus. He mentions it in relation to creating raised hammered ornament on the surface of a silver cup: heating precedes the chasing of each new strip of the pattern.[215]Theophilus, op. cit., pp. 93-94, 132-135.
Judging the temperature conditions for annealing based on the structure of the metal alone is unfortunately not possible.[216]The grain size of annealed deformed metal depends not only on the annealing temperature, but also the degree of deformation and how long it is held at that temperature. It appears that jewelers did not use temperatures higher than 600° when thermally treating works, as at higher temperatures, copper and bronze begin to oxidize heavily.
Each item was carefully sanded and polished before it left the jeweler’s hands. It is not by chance that the Russian Chronicle mentions bronze that “shines like a mirror.”[217]Letopis’ po Ipat’evskomu spisku. St. Petersburg, 1871, p. 559. Sanding was done using stones of different structure and hardness, wetted with water or grease. These grinding stones are frequently encountered during excavations of medieval Russian cities and settlements. About the methods of polishing, we can only speak in hypothetical form. Various polishing tools are used in modern jewelry production: steel leaf- or blade-shaped implements. Polishers move across the surface of an item in rapid, reciprocating motions and thereby bring metal to a bright shine. Theophilus writes about analogous implements: “Thin scraping tools, slightly widening at the end, are also used. These come in both large and small sizes, and some are bent according to the nature of the work. Similarly shaped but blunt tools are used to polish items.”[218]Theophilus, op. cit., section 12. Once an item’s surface has been polished using these items, Theophilus suggests wiping the item with a woolen cloth and chalk powder or finely ground charcoal.[/mfn]idem., sections 26, 74.[/mfn]
Our work allows us to make the following conclusions:
- The majority of the decorations in the Novgorod collection are the product of local urban artistry. The local character of their creation is supported not only by the number of workshops with technologically correct tools, but also all kinds of billets and semi-completed items.
- The range of technological methods with which the city’s jewelers were familiar included: casting (from wax models, in stone molds, in multi-part soft and hard molds, in imitation molds, and in wooden and metallic molds); free forging (drawing, chasing, flattening, bending, twisting, piercing holes); drawing; rolling; forging wire and shaped rods on grooved anvils; chasing; stamping; engraving; soldering; gilding; champlevé and cloisonné enameling; thermal treatment of copper and bronze; grinding; and polishing. Using these methods, the artisans achieved levels of mastery that could only have been possible with specialized production.
- The primary technology for creating items from alloys of copper and tin was casting. The precise chronology of Novgorod antiquities allows us to establish the main stages in the evolution of casting. In the 10th-11th centuries, the first stage, items were cast using lost wax models, as well as preserved molds. Casting in stone molds was rarely used. In the 12th century, this picture changes due to increased market demands. Artisans select techniques which allow them to lower their cost of labor. As a result, casting from wax models becomes less common, and stone molds of various construction become widely used. In the 1160s-1170s, detachable molds with positioning rods appear for casting rings; in the 1170s-1180s, imitation molds for casting hollow items such as kolts, beads, and three-bead temple rings. In the 13th-14th centuries, the evolution of casting leads to more complicated molds. In layers from the 1240s-1260s, items cast in multi-part soft molds appear, and around the turn of the 14th-15th centuries, items cast in multi-part rigid molds.
- Novgorod copper- and silversmiths achieved mastery in the production of wire. In the 10th century, drawing of wire was mastered. Alongside drawing, forging of wire continued to exist. In the mid 11th century, forging of wire using a grooved anvil was invented.
- Annealing, a special type of thermal treatment that restores metal’s plasticity, was widely used to remove the brittleness that came about during cold forging of metal.
- The technique of chasing stood at a high technological level. Already by the late 10th century, Novgorod jewelers were able to create thin chased items without creases or notches. The thickness of items in some cases is measured in hundredths of a millimeter.
- The great technological culture of jewelers is attested by their use of rolling mills to create sheet metal.
- Unlike the cities of south-eastern Rus, Novgorod, which did not succumb to the Mongol invasion was able to preserve the continuity of its technology. Over the course of the 10th-15th centuries, there were no breaks in the evolution of Novgorod’s jewelers’ arts.
- The placement of uncovered jewelers’ workshops allows us to speak of the hereditary nature of the craft. Not only physical items but skills were passed from father to son. These skills were passed down through periods of apprenticeship, and allowed for artistic cooperation based on kinship.
Appendix: Casting Molds Found in the Nerevskij Dig, 1951-1957
- A mold in the form of a square block, 35 x 24 x 20 mm (1/2-1-1608). On one side of the block is carved a conical recess used for casting buttons with a ribbed surface and a band of pseudo-granulation around the edge. It lacks a sprue — metal was poured directly into the mold. On the other sides there are unfinished recesses, which appear to also have been intended for casting buttons. The material of the mold is a fine-grained limestone.
- A fragment of a casting mold in the form of a block with irregular outlines. On the side there is a semi-circular carving (3/4-3-1644). It appears that this portion of the mold wall with an alignment rod was used for casting rings. The material of the mold is a uniform micro-grained limestone with inclusions of quartz and shell fragments.
- A casting mold in the form of a square block 64 x 42 x 13 mm in size. This mold was used for casting cone-shaped buttons with ribbed surfaces. A sprue is attached to the cone-shaped groove; during casting, the mold was covered with a flat surface (4-5-1582; Illustration 8, item 1). The material of the mold is a micro-grained uniform aphanitic limestone, consisting of randomly-arranged minute (around 0.01 mm) grains of calcite.
- Part of a mold in the form of a smooth block, on one side of which is carved a cone-shaped depression for casting buttons. In one corner is a semi-circular hole used to fasten the sides of the mold. On the opposite site of the bar there is carved a single sprue. It appears that the carver originally intended to use one side of the block, but then reconsidered and completed his work on the other side (4-10-210; Illustration 8, item 2). This mold is carved from a limestone which is mineralogically similar to the limestone from mold No. 3.
- A mold in the form of a square block, 42 x 35 x 20 mm in size. It was used for casting cone-shaped buttons, the surface of which was decorated with raised petals radiating outward. The conical depression has a perforating hole in the center where a rod would have been placed. A sprue reaches to the depression; that is, during casting, the mold was covered by a flat block (7-9-1286). The material for this mold is a micro-grained smooth limestone.
- A fragment of a mold in the form of an irregularly-shaped bar. Judging by the remaining piece, it was used for casting cone-shaped buttons (7-11-355; Illustration 8, number 6). The material for this mold was a micro-grained limestone.
- A mold for casting cone-shaped buttons, the surface of which was decorated with six raised petals. A conical depression is carved into a triangular block (40 x 50 x 50 mm). The thickness of the block is 17 mm. During casting, the block was covered with a smooth capstone, as was the sprue leading to the depression (7-4-539). The material for this mold was a micro-grained limestone.
- A fragment of a three-sided imitation form in the form of a three-sided brick. Along one edge is carved a depression intended for casting three-bead temporal rings, with beads covered in pseudo-granulation. What has survived is part of the leaf: the cleavage line runs through the middle of the central bead. The parts of the mold were held together by pins placed in holes running through the mold’s sides (8-9-1047). The mold is made from a small-grained limestone.
- A mold in the form of a large, irregularly shaped brick, with a cavity for casting cone-shaped buttons with ribbed exteriors. A sprue leads to the cavity. One corner of the brick has a semi-circular hole used for pinning the pieces of the mold together during casting (8-13-167). The mold is made of limestone which has been undergone some kind of crystallization, possibly caused by temperature fluctuations during casting.
- A casting mold in the form of a rectangular brick of fired clay. Its dimensions are 57 x 57 x 18 mm. The mold was made with the assistance of a four-fold impression of a ribbed cone-shaped button into the clay (8/9-14-1131).
- A fragment of a mold made of fired clay. On one side of the broken edge there is preserved half of a conical cavity, transected by lines into four sections (9-15-1142; Illustration 8, item 3).
- A mold for casting cone-shaped buttons, carved into an irregularly-shaped piece of limestone (9-15-166; Illustration 8, item 4). Petrographic analysis revealed that the fragment has undergone crystallization as a result of temperature fluctuations.
- A mold in the form of a rectangular block, 80 x 35 x 20 mm in size. A round cavity has been carved into its surface for casting coin-shaped pendants. At one edge of the block, there is another semi-circular outline. It appears that this mold was unfinished (10-12-1629; Illustration 8, item 5). The mold was carved in coarse sandstone.
- A mold in the form of a rectangular brick, 50 x 35 x 25 mm in size. This was used for casting smooth, cone-shaped buttons (10-15-256; Illustration 8, item 8). The mold is carved from micro-grained, uniform limestone which seems to be a by-product of processing (granulation) of primary material. This change in the original limestone could occur as the result of thermal fluctuation during casting.
- A fragment of a mold in the form of a rectangular brick with a cone-shaped cavity for casting cone-shaped buttons with ribs and a band of pseudo-granulation around the edge. Along the broken edge there is yet another cone-shaped depression, half-preserved (10-15-177). The material is a limestone similar in structure to that in item 14.
- A fragment of a mold in the form of a flat cake, used for casting crosses. The cross is quite roughly carved. The sprue is missing. It is possible that it did not survive (10-11-472; Illustration 8, item 7). The mold is made from limestone with a nodular structure; under the microscope, signs of granulation and crystallization are clearly visible.
- One side of a two-sided imitation mold in the form of a semi-cylindrical brick, 70 mm long and 30 mm in diameter. On its flat side there are carved two hemispherical, somewhat flattened cavities with ribbed surfaces. Two sprues lead to these depressions: one is 23 mm long and 6 mm in diameter used for pouring metal into the mold, and the other is 10 mm long and 5 mm in diameter used for emptying it out. On the edge of the mold there are 2 grooves where the pins from the adjacent side of the mold were placed (11-15-353; Illustration 9, item 5). The mold was intended for casting hollow, doubled beads. The mold is made of smooth, small-grained limestone.
- One side from a four-sided imitation mold in the shape of a three-sided brick. One side is semi-circular, the other two are flat meeting at a 90° angle. A cavity is carved into the brick’s side for casting hollow, pear-shaped beads decorated with pseudo-granulation and a raised, rope-like band. Two sprues lead to the cavity. The sprue for filling the mold with metal is 55 mm long, and 4 mm in diameter. The lower sprue for draining the metal is significantly shorter and narrower — 21 mm long and 2 mm in diameter. One side of the brick has two semicircular depressions, and on the other, two penetrating holes for pinning the mold together (12-18-1364; Illustration 9, item 1). The mold is made of micro-grained limestone with signs of crystallization.
- A mold in the form of an uneven bar with a conical depression without a sprue (13-15-890; Illustration 10, item 1). The mold is made of micro-grained smooth limestone.
- A mold in the form of a square brick, broken on one side, 33 x 30 x 5 mm in size. Two small rings are carved into it, with a sprue leading to one of them (14-14-552; Illustration 9, item 3). The mold is made of micro-grained smooth limestone with tiny inclusions of quartz; this appears to be the product of granulation of the original limestone. Most likely, this process is the result of temperature fluctuations during casting.
- A mold in the form of a smooth brick, 38 x 30 x 4 mm. This mold was used for casting a small cross, with crossbars ending in semicircular bumps (16-19-1008; Illustration 10, item 3). This mold is made of micro-grain limestone. In places, the limestone is broken up by larger grains of calcite resulting from crystallization. This may be the result of temperature fluctuation during casting.
- A mold for casting a cross, found adjacent to the previous item. It was carved into a brick of micro-grain limestone. Petrographic analysis showed signs of crystallization in this mold as well (16-19-1007; Illustration 10, item 2).
- A mold in the form of a rectangular brick, 100 x 50 x 27 mm in size. It was used for casting lunnitsy and coin-shaped pendants. The eyelets for the lunnitsa and amulet are crossed by canals for placing rods. A sprue runs to the eyelet of the lunnitsa (16/17-20-869). The mold is made of micro-grained uniform aphanitic limestone, composed of very small (around 0.01 mm) grains of calcite.
- A mold in the form of a square brick, 48 x 42 x 18 mm in size. On one side of the brick there are three hemispherical depressions, with three branches of the same sprue leading to each of them. The mold was used to cast round beads. The holds through the beads were created by placing positioning rods; the rod canal runs through all three beads. On the other side of the brick is a depression for casting coin-shaped pendants with six hemi-spherical bulges in the center (17-20-1592; Illustration 9, item 6). The mold is made of small-grained limestone. The finish of the mold is worth attention, as it attests to extended use.
- A fragment of a mold in the form of an irregularly-shaped brick. There are two round depressions carved into one side, joined by a bridge. The cleavage line runs through the center of one of these depressions. The inner chamber of the other surviving depression is decorated with four hemi-spherical bulges and a band of false-granulation around the edge. Judging by the sprue, the mold was two-sided (20-24-333). The mold is made of micro-grained limestone.
- A mold in the form of a round brick of fired clay. The mold is 35 mm in diameter, and 12 mm thick. The mold was created by embedding a cone-shaped button with a border of hemispherical protrusions into the clay (19/20-22-1583).
- A mold in the form of an irregularly-shaped brick. On one side there is a funnel-shaped depression decorated with two rows of slanted triangles. On the other side are the remnants of 5 cone-shaped depressions of various sizes. They are poorly preserved, with a large chip running across the entire lower plane of the brick (21/22-25-325; Illustration 10, item 5). The mold is made of micro-grained aphanitic limestone.
Three molds without provenance in the Novgorod collection are carved in limestone. One is one-sided, intended for casting cone-shaped buttons with parallel rows of hemispherical bulges on the surface. On a second are carved a sprue and five fan-shaped canals running off from it. They end in five hemispherical cells. It appears this mold was used to cast beads (Illustration 10, item 4). The third mold was created with particular care. This is a trapezoidal brick with rounded edges, in which there is a depression carved for casting smooth round plaques. In the lower portion of the brick there are two lead pins, stuck in place. The mold was two-sided. Aside from the positioning pins, this can also be seen from the funnel-shaped sprue used to pour metal into the mold (Illustration 9, item 4).
Footnotes
| ↟1 | Rybakov, B.A. Remeslo drevnej Rusi. Moscow, 1948. |
|---|---|
| ↟2 | Stoskova, N.N. Drevnerusskoe litejnoe delo. Doctoral thesis. Moscow, 1954. |
| ↟3 | Stoskova, N.N. “Lit’e sposobom ‘navyplesk’ v drevnej Rusi.” Voprosy istorii estestvoznanija i tekhniki. 1956 (1). |
| ↟4 | Hugo, B. Technologie und Terminologie der Gewerbe und Künste bei Greichen und Römern. Vols. I-II. Leipzig, 1879, Berlin, 1912; Neuburger, A. Die Technik der Altertums. Leipzig, 1919; Feldhaus, F.M. Die Technik der Antike und des Mittelalters. Potsdam, 1931; A History of Technology: Greek, Roman and Medieval. Vol. I. Oxford, 1958 (A fine metal work. By H. Marion, H. Plenderleith); Theobald, W. Technik Kunsthandwerks in zehnten Jahrhundert. Berlin, 1933; Ohldeberg, A. Metalltechnik under förhistorisk tid. Vol. I, II. 1942-1943; Lüder, F. Zur Geschichte der Lötetechnik. Die Technik. 1950. |
| ↟5 | Theophilus, presbuter. Schadula diversarum artium. Wien, 1874. Translation of this book was kindly provided to the author by E.Ch. Skrzhinskaja, whom I take this opportunity to thank. |
| ↟6 | Rybakov, op. cit., pp. 157-158. |
| ↟7 | These metallographic analyses were carried out by the author in the Archeological Laboratory for Spectrographic and Structural Analysis at Moscow State University. In some cases, the author made use of consultation with Candidate of Technical Sciences M.V. Pikunova, Associate Professor of Casting, and of Candidate of Technical Sciences I.I. Novikova, Associate Professor of Metal Science, both from the M.I. Kalinin Department of Non-Ferrous Metals and Gold. The author extends to them her gratitude. |
| ↟8 | Annealing is a type of thermal processing of metals characterized by the temperature and the time that it the metal was held at that temperature. |
| ↟9 | Giolitti, F. “Studi metallogra[…] armi preistoriche.” Atti della Academia delle Scienze di Torino. Torino, 1911, pp. 446-449. |
| ↟10 | jeb: Part of the reference information for this footnote is not well reproduced in the .djvu copy of this article I am translating from. The areas which are not legible are indicated using “[…]”. |
| ↟11 | Garland, H. “Egyptian metal antiquities.” The Journal of the Institute of Metals. 1913 (X), pp. 329-343. |
| ↟12 | Foot, H.W., Buel, W.H. “The composition, structure and hardness of some Peruvian bronze axes.” The American Journal of Science, 1912 (200), pp. 128-132; Mathewson, C.H. “Metallographic description of bronzes from Machu Picchu, Peru.” The American Journal of Science, 1915 (240), pp. 525-598. |
| ↟13 | Bauer, O., Vogel, O. “Metallographische Untersuchung vorgeschichtlicher Bronzefundstücke.” Mitteilungen aus dem königlichen Materialprüfungsamt. Berlin, 1916, pp. 291-296. |
| ↟14 | Elam, C.F. “Microstruktur altgriechischer Silbermünzen.” Referat. Metall und Erz., 1932 (29), p. 199. |
| ↟15 | Sal’dau, P.Ja., Guschina, A.F. “Primenenie metallographii v arkheologii.” Soobschenija Gosudarstevennoj akademii istorii material’noj kul’tury. 1932 (3-4), p. 49. |
| ↟16 | Rose, T.K. “On the annealing of coinage alloys.” The Journal of the Institute of Metals. 1912 (VIII), pp. 86-125; Philips, G.B. “The composition of some ancient bronze in the dawn of the art of metallurgy.” American Anthropologist. 1922 (XXIV), pp. 129-143; Meldrum, W.B., Balmer, A.E. “Analyses of materials of the middle bronze age.” The Journal of Chemical Education. 1931(8), pp. 2171-2174; Jacob-Friesen, K.H. “Der Bronzeräderfund von Stade.” Prähistorische Zeitschrift. No. 18, pp. 154-186; Crichton Mitchell, M.E. and S.S. “Metallurgical analyses of three bronze age axes.” Proceedings of the Society of Antiquities of Scotland. 1935 (69), pp. 424-430; Fink, C.G., Polushkin, E.P. “Microscopic study of ancient bronze and copper.” American Institute of Metallurgical Engineers. 1936 (122), pp. 90-120; Morton, F. “Metallographische Untersuchungen an Bronzen aus Hallstatt.” Mitteilungen der prähistorischen Kommision der Academie der Wissenschaften. Vol. V, No. 4, Wien, 1949, pp. 126-127; Burton, T., Brown, Voce, E. Ancient Mining and Metallurgy Committee, second report: Bronze Age Metal Objects from Azerbaijan. Man, XLIX, 1949, pp. 174-178. |
| ↟17 | Oldeberg, A. Det nordisca bronsaldersspännets historia. Stockholm, 1933. |
| ↟18 | Oldeberg, A. Metalteknik under förhistorisk tid. 1942-1943. |
| ↟19 | Otto, H., Witter, W. Handbuch der ältesten vorgeschischtlichen Metallurgie in Mitteleuropa. Leipzig, 1952. |
| ↟20 | ibid., p. 54. |
| ↟21 | Gardowski, A., Wesołowski, K. “Zadanienia metalurgii kultury trzcinieskiej w swietle ‘skarbów’ brasowych z dratowa now. puławy i rawy mazowieckiej.” Materiały starozytne. 1956 (1), pp. 59-100. |
| ↟22 | Panseri, C., Leoni, M. “Sulla tecnica della fabricazione degli specchi i bronzo etruschi.” Studi etruschi. 1957 (25), pp. 305-319; Panseri, C., Leoni, M. “Esame di specchi bronsei, ritrovati in sepolcreti romani dell’alte Lombardia, del I e II secolo d. C.” Sibrium, v. III. |
| ↟23 | Salin, E. La civilisation Mérovingienne. Vol. III. Paris, 1957. In addition to the works listed above, we are also familiar with the following: Chassaigne, L, Chauvet, G. Analyses de bronzes anciens du Dpt. de la Charente. Collect. de Mg. G. Chauvet. Thése pour le doctorat d’université de Bordeaux. Ruffec, 1903; Müller, F. Chemische und metallographische Untersuchung prähistorischer Metallfunde. Basel, 1917; Lesmaries, A. “Sur les analyses micrographiques des bronzes anciens.” Revue de l’Ecole d’anthropologie de Paris. 1927 (29), p. 52; Paramasivan, S. “Metallography of Indo-Greek bronze coins from Taxila.” Current Science. 1942 (11), pp. 190-192. Unfortunately we were unable to acquaint ourselves with these works. |
| ↟24 | Moshkova, M.G. Proizvodstvo i osnovnoj import u sarmatov Nizhneogo Povolzh’ja. Doctoral thesis. Moscow, 1956. |
| ↟25 | Here and elsewhere, provenance information is shown as 3 digits – the first represents the tier, the second the layer, and the third the section where the item was discovered. |
| ↟26 | Spectrographic analysis was carried out by A.N. […] in the laboratory for spectrographic and structural analysis in the Moscow State University department of archeology. Plate number 131: 1,2,3,4 (stored in the laboratory archive). |
| ↟27 | Plate number 222: 6 (stored in the laboratory archive). |
| ↟28 | Oldeberg, A. Metallteknik under förhistorisk tid. Vol. 1, p. 233; Salmo, H. “Der Erste Fund von Bronzebarren in Finnland.” Finskt museum. 1953 (LX). |
| ↟29 | ibid., spectral analysis result tables Nos. 564, 587, 590, 602. |
| ↟30 | Plate number 222: 4 (stored in the laboratory archive). |
| ↟31 | 10 of these unfinished brooches in the form of wire threads with flattened and ready to be turned into a spiral have been found in layers from the 11th-14th centuries (9-14-215, 10/11-12-1097, 11-16-168, 13-11-703, 13-20-156, 14-20-176, 16-23-785, 19-14-669, 24-27-984, 25-30-153). |
| ↟32 | A similar tool is described by Theophilus, op. cit., III, p. 68. |
| ↟33 | Ohlhaver, H. Der germanische Schmied und sein Werkzeug. Leipzig, 1939, p. 79, illus. 39. |
| ↟34 | The best temperature for annealing copper is 600-700°. Based on ethnographic data, it is known that copper workers anneal copper by heading it until it glows red (cf. Trudy komissii po issledovaniju kustarnoj promyshlennosti v Rossii. Issue X, p. 2948. |
| ↟35 | To verify the results of our visual study, we performed several control metallographic studies. Fragments initially included in the group of drawn wire displayed characteristics typical for drawing (Illustration 3). |
| ↟36 | Ohlhaver, op. cit., table 21, item 1, table 16, item 2. |
| ↟37 | Stoskova, N.N. Drevnerusskoe litejnoe delo, p. 132. |
| ↟38 | Artamonov, M.I. “Sarkel — Belaja Vezha.” Trudy Volgo-Donskoj ekspeditsii, Vol. 1. Materialy po Arkheologii Rossii, 1958 (62), p. 47. |
| ↟39 | Karger, M.K. Drevnyj Kiev. Vol. 1. Moscow-Leningrad, 1958, p. 401, Illus. 92. |
| ↟40 | Spitsyn, A.A. “Vladimirskie kurgany.” Izvestija arkheologicheskoj komissii. 1905 (15), p. 94; Spitsyn, A.A. “Drevnosti Kamskoj Chudi po kollektsii Teploukhovykh.” Materialy po arkheologii Rossii. No. 26, Table XXVIII, item 11; Talitskij, M.V. “Verkhnee Prikam’e v X-XIV vv.” Materialy po arkheologii Rossii. 1951 (22), p. 51, Illustration 18, item 4; “Raskopki G. I. Grodilova v Pskove.” Pskovskij Istorichesko-khudozhestvennyj muzej. Inv. No. 2208-745, 2208-724, 2208-727, et.al.; “Raskopki S.A. Tarakanova v Kamno.” ibid. Inv. No. 2492-228, 2492-234, 2492-229, 2492-332, et.al. |
| ↟41 | cf. the appendix, Stone molds from the Nerevskij Dig. |
| ↟42 | cf. the appendix, numbers 8 and 18. |
| ↟43 | cf. the appendix, No. 10, 11, 26. |
| ↟44 | Theophilus, op. cit., Vol. III. |
| ↟45 | “Eesti talupoja käsitöid.” Eesti taliva seumi naitus. Tartu, 1945, p. 7. |
| ↟46 | Inventory No. 2680, 11663, 11664, 11670. |
| ↟47 | Unlike other types of jewelers’ anvils which were widely used in medieval Rus’, anvils with horn-like protrusions are known only in 2 examples: one from Novgorod, and one found near Borodinskoe outside Smolensk (cf. Sedov, V.V. “Selskie poselenija tsentral’nykh rajonov Smolenskoj zemli.” Materialy i Issledovanija po arkheologii SSSR. 1960 (92), pp. 109-110, Illus. 54, item 1. |
| ↟48 | A round, lead cushion 9 cm in diameter and enclosed in an iron band was found in 1936 in a dig on the former Zhitomerskaja Street in Kiev, in a 13th century house. (Karger, op. cit., pp. 394-395, Illus. 89, item 1.) |
| ↟49 | Theophilus, op. cit., illus. 60. |
| ↟50 | Ravdonikas, V.I. Staraja Ladoga. Leningrad, 1948, Table 1, item 22. |
| ↟51 | Flinders Petrie, W.M. Tools and Weapons. London, 1917, p. 40; Gustafson, G. Norges oldtid. Kristiana, 1906, Table 115; Ohlhaver, op. cit., table 58, item 1; Arbman, H. Birka. Vol. 1. Uppsala, 1940, Table 185, items 1-2. |
| ↟52 | Spitsyn, Vladimirskie kurgany, pp. 386, 406; two pairs of tweezers from Staraja Rjazan’ are preserved in the State Historical Musuem, case no. 99/34a; Gustafson, op. cit., table 292; Flinders Petrie, op. cit., table LXII, items 7, 8, 21; Du Chaillu. The Viking Age. Vol. 1. London, 1889, Table 447, item 1; Petersen, I. Vikingtidens Redskaper. Oslo, 1951, Table 75. |
| ↟53 | Kolchin, B.A. “Zhelezoobrabatyvajuschee remeslo Novgoroda Velikogo.” Materialy i issledovanija po arkheologii SSSR. 1959 (65), p. 18, Illus. 4-6. |
| ↟54 | Theophilus, op. cit., III, 17. |
| ↟55 | Kolchin, B.A. “Chernaja metallurgia i metalloobrabotka v drevnej Rusi.” Materialy i issledovanija po arkheologii SSSR. 1953 (32), p. 219. |
| ↟56 | Mel’nik, E.N. “Raskopki v zemle luchan v 1897-1899 gg.” Tr XI AS. Vol. 1. Moscow, 1901, pp. 506-507; Talitskij, M.V. “Verkhnee Prikam’e v X-XIV vv.” Materialy i issledovanija po arkheologii SSSR. 1951 (22), p. 52. See also the jewelers’ workshops from the Nerevskij digs below. |
| ↟57 | A set of design elements allowing one to discern residential vs. industrial buildings can be found in: Zasurtsev, P.I. “Postrojki drevnego Novgoroda.” Materialy po arkheologii Rossii. 1959 (65), pp. 277-278. |
| ↟58 | Aside from the workshops listed above, in the stratigraphy tied to the 14th-15th centuries we also find several collections of fragments of crucibles, copper plate, metallic scraps, and pieces of smelted copper. |
| ↟59 | Marx, K., Engels, F. Sochinenija. Vol. 3. 1955, p. 52. |
| ↟60 | Based on medieval Russian written sources from the late 11th-early 12th century, we know that the institution of apprenticeship existed in iconography and shoemaking (Paterik Kievo-Pecherskogo monastyrja, 1911, pp. 122-123; Bogoslovie sv. Ioanna Damaskina, p. 367; Sreznevskij, I.I. Terminologicheskij slovar’ drevnerusskogo jazyka. Vol. III. St. Petersburg, 1903, p. 262). The hypothesis of the institution of apprenticeship in the jeweler’s art was made by B.A. Rybakov based on two Kratirovs named Kosta and Bratila (Rybakov, op. cit., pp. 300, 513). |
| ↟61 | Sedova, M.V. “Juvelirnye izdelija drevnego Novgoroda.” Materialy i issledovanija po arkheologii SSSR. 1959 (65). |
| ↟62 | Sedova, op. cit., Illustration 8, items 1 and 2. |
| ↟63 | Spitsyn, A.A. “Gdovskie kurgany v raskopkakh V.N. Glazova.” Materialy po arkheologii Rossii. 1903 (29), pp. 31-32. |
| ↟64 | Artsikhovskij, A.V. Kurgany vjatichej. Moscow, 1930, p. 137. |
| ↟65 | Sedov, op. cit., Illustration 8, item 6. |
| ↟66 | Spitsyn, op. cit., p. 31. |
| ↟67 | Katalog der Ausstellung zum X archeologischen Kongress in Riga. 1896, Table XX, item 26. |
| ↟68 | Artsikhovskij, op. cit., p. 137. |
| ↟69 | Sedova, op. cit., Illustration 8, item 4. |
| ↟70 | idem., Illustration 8, item 8. |
| ↟71 | Karger, M.K. “Tajnik pod razvalinami Desjatinoj tserkvi v Kieve.” Kratkie soobschenija Instituta istorii materialnoj kul’tury. Issue X. 1941, p. 76, Illustration 24, item 2. |
| ↟72 | Du Chaillu, op. cit., Vol. I, p. 240, table 508; Oldeberg, op. cit., Vol. II, p. 45, table 84; Arbman, op. cit., Vol. I, table 110, item 6. |
| ↟73 | Sedova, op. cit., p. […], Illus. 8, items 9, 11. |
| ↟74 | Bulychov, N.I. “Raskopki po srednemu techeniju reki Ugry.” Zapiski Imperatorskogo Moskovskogo Arkheologicheskogo instituta. 1913, Vol. XXXI, Table VIII, item 12; Zhurnal raskopok po chasti vodorazdela verkhnikh pritokov Volgi i Dnepra. Moscow, 1899, Table XXX, item 9. |
| ↟75 | Sedova, op. cit., Illustration 8, item 10. |
| ↟76 | Artsikhovskij, op. cit., p. 20. |
| ↟77 | Schetelig, H. Vikingeminner i Vest-Europa. Oslo, 1933, p. 92, Table 21. |
| ↟78 | Sedova, op. cit., Illustration 8, item 7. |
| ↟79 | Korzukhina, G.F. Russkie klady. Moscow-Leningrad, 1954, Table XIII, item 2, Table XIV, item 1. |
| ↟80 | Sedova, op. cit., Illustration 9, items 9, 7. |
| ↟81 | Theobald, W. Technik des Kunsthandwerks in zehnten Jahrhundert. Berlin, 1933, p. 280. |
| ↟82 | Rybakov, op. cit., p. 282. |
| ↟83 | Sedova, op. cit., Illustration 9, items 1, 20. |
| ↟84 | Artsikhovskij, op. cit., p. 22. |
| ↟85 | Sedova, op. cit., Illustration 9, items 15, 25. |
| ↟86 | Artsikhovskij, op. cit., p. 21. |
| ↟87 | Sedova, op. cit., Illustration 9, item 2. |
| ↟88 | Katalog der Ausstellung…, Table XX, items 1, 3, 4. |
| ↟89 | Spitsyn, A.A. “Kurgany Sankt-Peterburgskoj gubernii v raskopkakh L. K. Ivanskogo.” Materialy po arkheologii Rossii. 1896 (20), Table III, pp. 51-52. |
| ↟90 | For a description of these bracelets, cf. Sedova, op. cit., p. 253, Illustration 9, items 14-19. |
| ↟91 | Sedova, op. cit., Illustration 9, items 26, 27. |
| ↟92 | idem., Illustration 9, item 24. Such bracelets were also known amongst the Baltic tribes: Katalog der Ausstellung…, Table XXVII. |
| ↟93 | Two bracelets from a dig by V.N. Glazov are stored in the Hermitage Museum (No. 868/207, 868/208). |
| ↟94 | Sedova, op. cit., Illustration 10, item 32. |
| ↟95 | Spitsyn, A.A. “Drevnosti bassejnov rek Oki i Kamy.” Materialy po arkheologii Rossii. Iss. 25, Table XXV, item 7. |
| ↟96 | Spitsyn, Gdovskie kurgany, p. 35. |
| ↟97 | Sedova, op. cit., Illustration 10, items 7-9. |
| ↟98 | Stoskova, Drevnerusskoe litejnoe delo, p. 72. |
| ↟99 | Sedova, op. cit., Illustration 10, item 30. |
| ↟100 | idem., Illustration 10, item 28. |
| ↟101 | Arkheologicheskie pamjatniki Moskvi i Podmoskov’ja. Moscow, 1954, p. 51, Illustration 6, item 2. |
| ↟102 | Mongajt, A.L. “Staraja Rjazan’.” Materialy i issledovanija po arkheologii SSSR. 1955 (49), p. 178, Illustration 137, item 4. |
| ↟103 | Sedova, op. cit., Illustration 10, item 13. |
| ↟104 | Stoskova, Drevnerusskoe litejnoe delo, p. 43. |
| ↟105 | For a detailed stylistic description see Sedova, op. cit., p. 255. |
| ↟106 | idem., Illustration 10, item 34. |
| ↟107 | An analogous ring was found in a dig by P.M. Eremensko in Radimichi lands, Zapiski Imeratorskogo Russkogo Arkheologicheskogo Obschestva., Vol. VIII, Issue 1-2, Table III, item 3. |
| ↟108 | Samokvasov, D.Ja. Osnovanija khronologicheskoj klassificatsii i katalog kolektsii drevnostej. Warsaw, 1892, No. 4188. |
| ↟109 | idem., No. 4182. |
| ↟110 | Artsikhovskij, op. cit., pp. 75-77. |
| ↟111 | Sedova, op. cit., Illustration 10, items 1, 2. |
| ↟112 | Smirnov, A.P. “Ocherki drevnej i srednevekovoj istorii narodov Srednego Povolzh’ja i Prikam’ja.” Materialy i issledovanija po arkheologii SSSR. 1952 (28), pp. 124, 127. |
| ↟113 | Bahr, V. Die Gräber der Liven. Dresden, 1850, Table 2, items 8, 9; Katalog der Ausstellung…, Table XXI, items 7, 8. |
| ↟114 | Sedova, op. cit., Illustration 10, items 19, 20, 22, 23, 26, 29, 38. |
| ↟115 | One side of a similar mold used to cast rings with inserts was found in Kiev on the territory of the former town of Petrovskoe during a dig by V.V. Khvojka in 1907-1908. (Karger, Drevnij Kiev, Table XLV.) |
| ↟116 | Sedova, op. cit., Illustration 10, item 37. |
| ↟117 | These results are stored in the archive of the Laboratory of Spectral and Structural Analysis at the Department of Archeology, Moscow State University: samples 238-19, 238-21. |
| ↟118 | Spitsyn, Kurgany Sankt-Peterburgskoj gubernii…, Table XIII, item 31. |
| ↟119 | Spitsyn, Drevnosti Kamskoj Chudi…, Table XV, item 11. |
| ↟120 | Sedova, op. cit., Illustration 1, item 19. |
| ↟121 | Aspelin, J. Antiquités du nord finno-ougrien. Hellsingfors, 1884, Vol. II, No. 638. |
| ↟122 | Sedova, op. cit., Illustration 2, item 12. |
| ↟123 | idem., Illustration 2, item 11. |
| ↟124 | Sedova, op. cit., Illustration 2, item 8. |
| ↟125 | Katalog der Ausstellung…, Table XII, item 1, Table XVIII, item 2. |
| ↟126 | Sedova, op. cit., Illustration 2, item 10. |
| ↟127 | Spitsyn, Kurgany Sankt-Peterburgskoj gubernii…, Table VI, item 20, Table VII, items 18, 21. |
| ↟128 | Anuchin, D.N. “O kul’ture kostromskikh kurganov.” Materialy po arkheologii vostochnykh gubernij Rossii. Vol. III, 1899. Table VI, items 11, 12. |
| ↟129 | Katalog der Ausstellung…, Table XVIII, item 16. |
| ↟130 | Sedova, op. cit., Illustration 2, item 7. |
| ↟131 | Balodis, F. Det äldsta Lettland. Uppsala, 1940, p. 169, table 9; Rawdonikas, W.I. Fornvännen. 1931, pp. 352-360; Moora, N.A. Piermatneja kopienas iekarta. Riga, 1952, Table 87; Spitstyn, Kurgany Sankt-Peterburgskoj gubernii…, Table VII, item 17, Table XI, item 20; Tret’jakov, P.N. “Kostromskie kurgany.” Izvestija Gosudarstvennoj Akademii istorii material’noj kul’tury. Vol. X, 1931 (6, 7), p. 16; Antoniewicz, J. “Zawieszka w kształcie stylizowanego zwierrecia z Drohiczyna nad Bugiem, pow. Siëmia tycze.” Wiadomosci archeologiczne. Vol. XXIV, 1957 (4), p. 367, Table 1. |
| ↟132 | Sedova, op. cit., Illustration 2, item 9. |
| ↟133 | Nefedov, F.D. “Raskopki kurganov v Kostromskoj gubernii, proizvedennye letom 1895 g.” Materialy po arkheologii vostochnykh gubernij Rossii. Vol. III, St. Petersburg, 1899, Table IV, items 2, 3, 5, 6. |
| ↟134 | Nefedov, F.D. “Otchet ob arkheologicheskikh issledovanijakh v Prikam’e.” Materialy po arkheologii vostochnykh gubernij Rossii. Vol. III, Table XII, items 5, 6, 23, 24. |
| ↟135 | Sedova, op. cit., Illustration 2, item 6. |
| ↟136 | Katalog der Ausstellung…, Table XII, item 3; Stankevich, Ja.V. “Kurgany jugo-vostochnogo Priladozh’ja Karelo–Finskoj SSR.” Arkheologicheskij sbornik. Petrozavodsk, 1947, p. 108, illustration 9. |
| ↟137 | Sedova, op. cit., Illustration 2, items 13, 14. |
| ↟138 | Anuchin, op. cit., pp. 243, 254. |
| ↟139 | Khanenko, B.I. and V.I. Drevnosti Pridneprov’ja. Issue V, 1902, Table XVI, item 380. |
| ↟140 | Spitsyn, Vladimirskie kurgany, Illus. 467. |
| ↟141 | Spitsyn, Drevnosti Kamskoj Chudi, Table VI, item 10; Nefedov, Obchet ob arkheologicheskikh…, Table 12, item 7. |
| ↟142 | Sedova, op. cit., Illustration 1, items 20, 21. |
| ↟143 | […] |
| ↟144 | The technology for preparing a two-sided clay mold is described well by B.A.Rybakov. cf. Rybakov, op. cit., p. 257). |
| ↟145 | Golovin, S.Ja. Osobye vidy lit’ja. Moscow-Leningrad, 1959, pp. 313-314. |
| ↟146 | ibid. |
| ↟147 | jeb: These are also called “Kievan” type molds. The term refers to molds which were carved in limestone or similar material, composed of multiple parts, and used to slush-cast complex, hollow decorations. The term was coined by B.A. Rybakov. See explanation in Korzukhina, G.F. “Kievskie Juveliry Nakanune Mongol’skogo Zavoevanija.” Sovetskaja Arkheologija, 14 (1950), pp. 218, 221. |
| ↟148 | Voronin, N.N. “Drevnee Grodno.” Materialy i issledovanija po arkheologii SSSR. 1954 (41), p. 69, illustration 32. |
| ↟149 | Korzukhina, Russkie klady, Table XLIX, item 1. |
| ↟150 | Khanenko, Drevnosti Pridneprov’ja, Table XXIX, items 969-970. |
| ↟151 | idem., Table XXVI, items 918, 919. |
| ↟152 | Karger, M.K. “Kiev i mongol’skoe zavoevanie.” Sovietskaja arkheologija. 1949 (XI), Illus. 27; Karger, Drevnij Kiev, Table LVII, LV, LVa. |
| ↟153 | Sedova, op. cit., Illustration 1, item […]. |
| ↟154 | Bulychov, op. cit., Table 1, item 2, Table IV, item 22. |
| ↟155 | Sedova, op. cit., Illustration 1, item 6. |
| ↟156 | Sedov, op. cit., p. 193. |
| ↟157 | Among the multi-beaded temple rings from the Votic tribe burial mounds (stored in the State Historical Museum and the State Hermitage), we were unable to find a single example with cast beads. |
| ↟158 | Sedova, op. cit., Illustration 5, items 1, 3. |
| ↟159 | Tallgren, A.M. Zur archäologie Eestis. 1925, p. 79; Katalog der Ausstellung…, Table XXIX, item 18. |
| ↟160 | Bähr, op. cit., Table VII, item 9. |
| ↟161 | Arne, T. La Suede et l’Orient. Uppsala, 1914, Tables 95-96. |
| ↟162 | Katalog der Ausstellung…, Table XXVIII, item 5; Tallgren, op. cit., Table 167. |
| ↟163 | Du Chaillu, op. cit., vol. II, table 1272; Schetelig, op. cit., Table 79; Arbman, op. cit., tables 44-45. |
| ↟164 | Sedova, op. cit., Illustration 5, item 11. |
| ↟165 | idem., Illustration 5, item 8. |
| ↟166 | Katalog der Ausstellung…, Table XXVII, item 12; Moora, H. Die Vorzeit Estlands. Table 49, item 6. |
| ↟167 | Sedova, op. cit., Illustration 7, item 6. |
| ↟168 | idem., Illustration 7, item 10. |
| ↟169 | idem., Illustration 8. |
| ↟170 | Horseshoe-shaped fibulae with bent ends are found just as commonly amongst the eastern Slavic tribes as among the Ugro-Finns. |
| ↟171 | Spitsyn, Kurgany Sankt-Peterburgskogo gubernii…, p. 25. |
| ↟172 | Tallgren, op. cit., Illustration 84, Table III, item 3; Bähr, op. cit., Table II, item 2, Table IV, item 4; Katalog der Ausstellung…, Table XIX, items 13-15; “Nukshinskij mogil’nik.” Materialy i issledovanija po arkheologii Latvijskoj SSR. 1957 (1), Table VIII, item 5. |
| ↟173 | Sedova, op. cit., Illustration 6, items 6, 7, 10. |
| ↟174 | A fibula from burial mound No. 39 from the village of […] in the former Jamsk county of the Petersburg province. Stored in the State Hermitage, No. 1014779. |
| ↟175 | Sedova, op. cit., Illustration 6, items 2, 5, 11. |
| ↟176 | Johnová, H. “Sponky jako součást lidového oděvu.” Slovenský národopis, VI (1958): 1-2, p. 97, Illustrations 57, 62. |
| ↟177 | Spitsyn, Kurgany Sankt-Peterburgskoj gubernii, p. 45, Table X, item 13. |
| ↟178 | Sedova, op. cit., Illustration 6, item 16. |
| ↟179 | Katalog der Ausstellung…, Table XIX, item 26, Table XXVI, item 21. |
| ↟180 | Finskt Museum. 1954 (LVIII), table 5; Arbman, op. cit., Vol. I, table 56, items 3a-3b. |
| ↟181 | Completely analogous fibulae are known from burial mounds in the south-eastern Ladoga region. cf. Stankevich, op. cit., p. 98. |
| ↟182 | Sedova, op. cit., Illustration 6, item 15. |
| ↟183 | Tallgren, op. cit., Table III, item 6; Katalog der Ausstellung…, Table XIX, item 6, Table XXIX, item 11; Arbman, op. cit., Vol. I, table 53. |
| ↟184 | Sedova, op. cit., Illustration 6, item 18. |
| ↟185 | An analysis of belt decorations from the Novgorod collection is not given in view of the uniformity of their technology. The majority of buckles and belt plaques were cast from wax models. |
| ↟186 | Accuracy for the results of thermological analyses is ±10° for bronze and copper, ±5° for pewter. |
| ↟187 | Theophilus, op. cit., p. […] |
| ↟188 | idem., p. 25. |
| ↟189 | Rybakov, op. cit., p. 165. |
| ↟190 | Some specialists in modern casting techniques deny that stone molds could have been used to cast refactory alloys of copper and silver. They believe that stone would be able to withstand frequent heat exchanges and would inevitably crack during repeated contact with hot metal. However, repeated experiments carried out by us proved the error of this idea. To create our molds, we selected limestone which was mineralogically similar to many medieval Russian examples. We used this to cast coin-shaped pendants 2.5 cm in diameter in a two-sided mold, in a bronze alloy containing 10% tin. Before casting, the mold was heated to 400° in order to reduce the temperature fluctuation during the pour. In this manner, we were able to get 20 pours from a mold before it became unusable for further castings. Also related to the ability to use stone molds for casting, we remind the reader that among the smiths/jewelers of western Estonia, stone molds of grey limestone were still widely used at the end of the 19th century (stored in the Estonian Ethnographic Museum in Tartu, Inventory No. 141, 2680, 3276, 4376, 10226, 11625, 11663, et.al.). |
| ↟191 | We are aware of 6 such molds. Three of them were found in Kiev (cf. Karger, Drevnij Kiev, Table XLVI), one in Grodno in a late 12th-century layer (cf. Voronin, op. cit., Illustration 34, item 13, p. 72). According to a kind note from O.V. Miloradovich, one side of a mold with placement rods used for casting rings was found in material from the time of the Golden Horde in the town of Madzhary (Stavropol’sk region). A fragment of one side of a mold of analogous form was found in the Nerevskij dig (cf. appendix below, item 2). |
| ↟192 | Karger, Drevnij Kiev, Tables LII, LIII, LIV, LVI. |
| ↟193 | We note a Novgorod imitation mold for casting beads (see the Appendix), as well as several molds from Kiev for casting pendants. cf. Karger, Drevnij Kiev, Tables LVa, LVb, LVII. |
| ↟194 | This alloy was based on a fragment of an ingot found in Novgorod in a layer from the 12th century. |
| ↟195 | Rybakov, op. cit., pp. 271, 272, 278. |
| ↟196 | Korzukhina, Kievskie juveliry…, p. 217. |
| ↟197 | Karger, Drevnij Kiev, p. 386; Stoskova, N.N. “Lit’e sposobom “navyplesk» v drevnij Rusi.” Voprosy istorii estestvoznanija i tekhniki. 1956 (1), p. 153; Korzukhina, op. cit., pp. 222-223 (of the cast items listed by G.F. Korzukhina, slush casting was used only for one lead kolt found on the territory of the former manor of the Mikhajlovskij monastery in Kiev.) |
| ↟198 | The oldest slush cast items were a kolt and a bead from the 17th layer. |
| ↟199 | Voronin, op. cit., p. 71; Stoskova, op. cit., p. 155. |
| ↟200 | See above. |
| ↟201 | Seven chased plaques were distributed in layers from the 12th-14th centuries. |
| ↟202 | See above. |
| ↟203 | By tartar, Theophilus means the substance which “grows on the inner walls of vessels used to store the best wine for long periods of time.” Theophilus, op. cit., p. 31. |
| ↟204 | idem., pp. 39, 67. |
| ↟205 | jeb: Potassium bitartrate, KC4H5O6. |
| ↟206 | Lüder, op. cit., table 3; Rosenburg, M. Geschichte der Goldschmiedekunst. Frankfurt am Main, 1910. |
| ↟207 | Theophilus, op. cit., pp. 82-83. |
| ↟208 | idem., pp. 100-101. |
| ↟209 | Selivankin, S.A. Juvelirnoe proizvodstvo. Moscow, 1951, p. 110. |
| ↟210 | Theophilus, op. cit., p. 165. |
| ↟211 | A hammer-shaped soldering iron was found in Knjazhaja Gora; Kolchin, Chernaja metallurgia…, p. 128, Illustration 99, item 11. |
| ↟212 | Sedova, op. cit., p. 243, Illustration 7, item 15. |
| ↟213 | Rybakov, op. cit., pp. 379-380, 393. |
| ↟214 | Artsikhovskij, A.V. “Raskopki 1956 i 1957 gg. v Novgorode.” Sovietskaja Arkheologija. 1958 (2), p. 231. |
| ↟215 | Theophilus, op. cit., pp. 93-94, 132-135. |
| ↟216 | The grain size of annealed deformed metal depends not only on the annealing temperature, but also the degree of deformation and how long it is held at that temperature. |
| ↟217 | Letopis’ po Ipat’evskomu spisku. St. Petersburg, 1871, p. 559. |
| ↟218 | Theophilus, op. cit., section 12. |
2 Replies to “Jewelry Production Technology in 10th-15th Century Novgorod”